ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)Ż©Manufacturing Execution SystemŻ¼MESŻ®─▄═©▀^ą┼Žóé„▀fŻ¼ī”Å─ėåå╬Ž┬▀_ĄĮ«a(ch©Żn)ŲĘ═Ļ│╔š¹éĆĄ─╔·«a(ch©Żn)▀^│╠▀Mąąā×(y©Łu)╗»╣▄└ĒŻ¼«ö▄ćķg└’├µėąīŹĢr╩┬╝■░l(f©Ī)╔·ĢrŻ¼MES─▄ī”┤╦╝░Ģrū÷│÷Ę┤æ¬Īół¾ĖµŻ¼▓óė├«öŪ░Ą─£╩┤_öĄ(sh©┤)ō■(j©┤)ī”╦³éā▀MąąųĖī¦║═╠Ä└ĒĪŻ
Į³10 ─ĻüĒŻ¼MES╝╝ągęčĮø(j©®ng)į┌╩»ė═Īó╗»╣żĪó─▄į┤Īó╩│ŲĘ║═įņ╝łĄ╚ąąśI(y©©)Ą├ĄĮ┴╦ÅVĘ║Ą─īŹ╩®║═æ¬ė├Ż¼ć°ā╚(n©©i)įSČÓŲ¾śI(y©©)ę▓ųØuķ_╩╝▓╔ė├▀@ĒŚ╝╝ągüĒį÷ÅŖūį╔ĒĄ─║╦ą─ĖéĀÄ┴”ĪŻ╚╗Č°į┌MESŽĄĮy(t©»ng)Į©įOĘĮ├µŻ¼ć°ā╚(n©©i)─┐Ū░┤¾ČÓŲ¾śI(y©©)╚į╚╗é╚ųžė┌MES Ą─▄ø╝■ķ_░l(f©Ī)╝░ŲõĮ©─ŻŻ¼ų„ę¬═Ż┴¶į┌╦╝ŽļĪóā╚(n©©i)║Ł╝░¾wŽĄĮYśŗĘĮ├µĄ─蹊┐╔ŽŻ¼æ¬ė├ŽĄĮy(t©»ng)ķ_░l(f©Ī)ę╗░ŃŠųŽ▐ė┌å╬ę╗╣”─▄Ż¼į┌╝╝ąg╔ŅČ╚┼cæ¬ė├ÅVČ╚╔ŽČ╝┤µį┌▓ŅŠÓĪŻ▒Š╬─ĮY║Žųąć°ļŖūė┐Ų╝╝╝»łF╣½╦ŠĄ┌38 蹊┐╦∙Ż©ęįŽ┬║åĘQųąć°ļŖ┐Ų38╦∙Ż®į┌Š½├▄╝ė╣ż▄ćķgīŹ╩®MES Ą─▀^│╠Ż¼Ęų╬÷▓óĮŌøQMES īŹ╩®▀^│╠ųąĻPµI╝╝ąg╝░ļy³cå¢Ņ}Ż¼ķ_░l(f©Ī)┴╦╝»╣ż╦ć▀^│╠╚½┴„│╠ūĘ█Ö║═┘|┴┐┐žųŲĄ╚ČÓ╣”─▄╝»│╔ė┌ę╗¾wĄ─MES ŽĄĮy(t©»ng)Ż¼▀_ĄĮ┴╦ŅAŲ┌─┐ś╦Ż¼ī”╠ßĖ▀Ų¾śI(y©©)ą┼Žó╗»╣▄└Ē╦«ŲĮŠ▀ėąųžę¬ęŌ┴xĪŻ
1 MES ŽĄĮy(t©»ng)æ¬ė├▒│Š░
ųąć°ļŖ┐Ų38 ╦∙ų„ę¬Å─╩┬ļŖūėčbéõčąųŲ┼c╔·«a(ch©Żn)Ż¼╩ŪĄõą═Ą─ļx╔óą═Ų¾śI(y©©)Ż¼Š▀ėą┐Ųčą┼c╔·«a(ch©Żn)ę╗¾w╗»╠žš„Ż¼╔·«a(ch©Żn)─Ż╩Į×ķČÓŲĘĘNĪóąĪ┼·┴┐╔·«a(ch©Żn)Ż¼į┌čą«a(ch©Żn)ŲĘ╔·«a(ch©Żn)ĪóįćųŲ«a(ch©Żn)ŲĘ╔·«a(ch©Żn)ĪóąĪ┼·┴┐═Č«a(ch©Żn)«a(ch©Żn)ŲĘ╔·«a(ch©Żn)═¼Ģr▀MąąŻ¼╔·«a(ch©Żn)ėŗäØĢ■Įø(j©®ng)│ŻĖ─ūā║═š{š¹ ĪŻė╔ė┌ļx╔óą═Ų¾śI(y©©)Ą─╔Ž╩÷╠ž³cŻ¼į÷╝ė┴╦Ų¾śI(y©©)į┌╔·«a(ch©Żn)Īó╬’┴„║═┘|┴┐Ą╚ĘĮ├µĄ─╣▄└ĒļyČ╚Ż¼┤¾┤¾ĮĄĄ═┴╦Ų¾śI(y©©)Ą─╔·«a(ch©Żn)ą¦┬╩║═«a(ch©Żn)ŲĘĄ─┘|┴┐ĪŻųąć°ļŖ┐Ų38 ╦∙─┐Ū░ęčĮø(j©®ng)▀\ė├ČÓĘNą┼Žó╗»ŽĄĮy(t©»ng)OAĪóPDMĪóCAPP Ą╚üĒĮŌøQ╣żū„ųąĄ─å¢Ņ}Ż¼▓ó░l(f©Ī)ō]┴╦ųžę¬ū„ė├Ż¼Ą½╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─╣▄└Ē▀Ć╠Äė┌╚╦╣ż╣▄└ĒĄ─ĀŅæB(t©żi)Ż¼╚▒╔┘ą┼Žó╗»ŲĮ┼_ų¦ō╬Ż¼ī¦ų┬└╦┘M┤¾┴┐╚╦┴”╬’┴”ĪŻ╔·«a(ch©Żn)¼F(xi©żn)ł÷ų„ę¬┤µį┌ęįŽ┬ÄūĘĮ├µ▒Ī╚§Łh(hu©ón)╣Ø(ji©”)Ż║ aŻ«¤oĘ©╝░Ģr┴╦ĮŌ╔·«a(ch©Żn)▀^│╠ŪķørŻ¼ī”╔·«a(ch©Żn)▀MČ╚╚▒Ę”£╩┤_╝░ĢrĄ─öĄ(sh©┤)ō■(j©┤)Ż¼╚▒╔┘ėąą¦Ą─Įy(t©»ng)ėŗ║═┐╝║╦╩ųČ╬ĪŻbŻ«╝ė╝▒ėŗäØČÓŻ¼ī”įŁėą╔·«a(ch©Żn)░▓┼┼Ą─ø_ō¶▌^┤¾Ż¼╚▒╔┘ėąą¦Ą─ĘĮĘ©║═╩ųČ╬üĒī”╔·«a(ch©Żn)┘Yį┤▀Mąąųžą┬║Ž└Ē░▓┼┼ĪŻcŻ«╣ż╦ćą┼ŽóĄ─ūāĖ³Ų╚╩╣š²į┌╝ė╣żĄ─┴Ń╝■ųžą┬ųŲėå╝ė╣żėŗäØŻ¼ė░Ēæ║¾└m(x©┤)╣żą“║═Ųõ╦¹┴Ń╝■Ą─╝ė╣ż╔·«a(ch©Żn)ĪŻdŻ«ųŲįņįOéõ┼c╣żŠ▀╬┤īŹ╩®ą┼Žó╗»╣▄└ĒŻ¼įOéõ╝ė╣żŪķør▒O(ji©Īn)┐ž▓╗ĄĮ╬╗Ż¼╚▒╔┘įOéõ▀\ąąĀŅæB(t©żi)ą┼ŽóŻ¼įOéõėąą¦└¹ė├┬╩▌^Ą═ĪŻeŻ«ą═╠¢║═┴Ń╝■ĘNŅÉ▌^ČÓŻ¼īŹĢrĀŅæB(t©żi)┐┐╚╦╣ż¼F(xi©żn)ł÷▓ķ┐┤Ż¼¤oĘ©╝░Ģr┴╦ĮŌ«a(ch©Żn)─▄ŪķørŻ¼╚╦╣ż╣▄└Ēą¦┬╩¤oĘ©ØMūŃ╔·«a(ch©Żn)ėŗäØ▀MČ╚ę¬Ū¾Ż¼▀z┬®╔·«a(ch©Żn)╚╬äšŪķørĢrėą░l(f©Ī)╔·ĪŻfŻ«╔·«a(ch©Żn)īŹĢrĀŅørĪó╚╦åTĀŅøręį╝░įOéõĄ─▀\ąąģóöĄ(sh©┤)║═ąį─▄ųĖś╦╚▒Ę”ėąą¦Ą─▒O(ji©Īn)┐ž┼c┐ŲīW╗»╣▄└ĒĪŻgŻ«╣żĢrą┼Žóę└┐┐╚╦╣żĮy(t©»ng)ėŗŻ¼╝╚└╦┘M╚╦┴”╬’┴”Ż¼ėųĢrėąÕeš`░l(f©Ī)╔·ĪŻhŻ«┘|┴┐ą┼Žóę└┐┐╝ł┘|ĘĮ╩ĮĮy(t©»ng)ėŗŻ¼┘|┴┐ą┼Žó▓╗─▄┐ņ╦┘Įy(t©»ng)ėŗüĒųĖī¦╔·«a(ch©Żn)ĪŻiŻ«╩ų╣ż╠Ņīæł¾▒ĒŻ¼▓╗─▄╝░ĢrĮy(t©»ng)ėŗĖ„ĘNą┼ŽóüĒųĖī¦╔·«a(ch©Żn)ĪŻ
┐éų«Ż¼Ų¾śI(y©©)╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─ėŗäØ£╩┤_ąįĪóīŹĢrąį▒╚▌^▓ŅŻ¼ė░ĒæŲ¾śI(y©©)ī”╔·«a(ch©Żn)Ą─┐ņ╦┘Ę┤æ¬─▄┴”ĪŻī”▄ćķgųą┤¾┴┐Ą─▓╗┤_Č©ę“╦žŻ¼╚▒Ę”┐ŲīWøQ▓▀ĘĮĘ©Ż¼╚▒Ę”ŽĄĮy(t©»ng)ķgĄ─ėąą¦╝»│╔Ż¼╩╣Ą├Ė„éĆĘĮ├µĄ─ą┼ŽóŽĄĮy(t©»ng)│╔×ķę╗éĆ╣┬ŹuŻ¼ą┼Žó¤oĘ©é„▀fĪŻ
2 MES ŽĄĮy(t©»ng)┐é¾wĘĮ░Ė蹊┐
MES ŽĄĮy(t©»ng)╩Ū├µŽ“▄ćķgīė┤╬Ą─╣▄└Ēą┼ŽóŽĄĮy(t©»ng)Ż¼į┌╔Žīė┘Yį┤ėŗäØ╣▄└ĒŽĄĮy(t©»ng)Ż©EntERPrise Resource PlanningŻ¼ERPŻ®┼cŽ┬īė╣żśI(y©©)┐žųŲł╠(zh©¬)ąąŽĄĮy(t©»ng)Ż©Process Control SystemŻ¼PCSŻ®ų«ķg╝▄Ų┴╦ę╗ū∙ś“┴║Ż¼łD1 ╦∙╩Š×ķMES į┌Ų¾śI(y©©)ą┼Žó╝»│╔¾wŽĄųąĄ─ĻPŽĄĪŻŽĄĮy(t©»ng)┐é¾wĘĮ░ĖįOėŗ╦╝┬Ę╩ŪŻ║æ¬ė├├µŽ“╔·«a(ch©Żn)▀^│╠Ą─įOėŗ└Ē─ŅŻ¼ęį╔·«a(ch©Żn)ą┼Žó╗∙ĄAÄņŻ»öĄ(sh©┤)ō■(j©┤)Äņ×ķ║╦ą─Ż¼▓╔ė├BŻ»S─Ż╩ĮĄ─Web ŻŁService ╝╝ągĄ─3 īėĮYśŗ─Żą═Ż¼┼cŲ¾śI(y©©)įŁėą«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)╣▄└ĒŽĄĮy(t©»ng)Ż©Product Date ManagementŻ¼PDMŻ®Īó╣ż╦ćöĄ(sh©┤)ō■(j©┤)╣▄└ĒŽĄĮy(t©»ng)Ż©Computer Aided Process PlanningŻ¼CAPPŻ®ĪóųŲįņą┼ŽóŽĄĮy(t©»ng)Ż©Manufacturing Iformation SystemŻ¼ MISŻ®Īó▄ćķgĘų▓╝╩ĮöĄ(sh©┤)ūų┐žųŲŽĄĮy(t©»ng)Ż©Direct Numerical ControlŻ¼ DNCŻ®║═╬’┴„ŽĄĮy(t©»ng)Ż©Logistic SystemŻ¼LSŻ® Ą╚ŽÓ╝»│╔Ż¼½@Ą├╔·«a(ch©Żn)ėŗäØą┼ŽóĪó«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)Īó╔·«a(ch©Żn)╣ż╦ćą┼Žó║═╬’┴„ą┼ŽóĄ╚Ż¼īó╔·«a(ch©Żn)ėŗäØ║═▄ćķgū„śI(y©©)¼F(xi©żn)ł÷┐žųŲ┬ō(li©ón)ŽĄŲüĒŻ¼Å─Č°┐╔ÅøčaėŗäØīė┼c┐žųŲīėų«ķgĄ─┐šŽČŻ¼īŹ¼F(xi©żn)Ų¾śI(y©©)▀B└m(x©┤)Ą─ą┼Žó┴„Ż¼╠ßĖ▀Ų¾śI(y©©)Ą─├¶Į▌ąįĪŻ
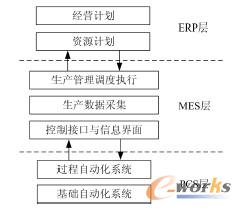
łD1 MES į┌Ų¾śI(y©©)ą┼Žó╝»│╔¾wŽĄųąĄ─ĻPŽĄ
2.1 ╣”─▄ĮYśŗęÄ(gu©®)äØ
ŽĄĮy(t©»ng)╣”─▄ĮYśŗęÄ(gu©®)äØęįöĄ(sh©┤)┐žį÷ą¦Īó╠ßĖ▀«a(ch©Żn)─▄×ķ│÷░l(f©Ī)³cŻ¼īŹ¼F(xi©żn)╔·«a(ch©Żn)¼F(xi©żn)ł÷ėŗäØĪóÖC┤▓ĪóĄČŠ▀Īó┘|┴┐Ą╚öĄ(sh©┤)ō■(j©┤)Ą─╚½├µ╝»│╔Ż¼Į©┴ó═Ļ╔ŲĄ─╔·«a(ch©Żn)╣▄└ĒöĄ(sh©┤)ō■(j©┤)¾wŽĄŻ¼łD2 ╦∙╩Š×ķMES ŽĄĮy(t©»ng)╣”─▄ęÄ(gu©®)äØĪŻųąć°ļŖ┐Ų38 ╦∙Ą─MES ŽĄĮy(t©»ng)╩Ūį┌ś╦£╩MES śI(y©©)äšĮM╝■╗∙ĄA╔ŽŻ¼ßśī”ļx╔óą═Ų¾śI(y©©)Ą─Ąõą═ąĶŪ¾Ż¼īŹ¼F(xi©żn)╣ż╦ć▀^│╠╚½┴„│╠ūĘ█ÖĪóÖC┤▓▒O(ji©Īn)┐žĪóėŗäØ┼┼«a(ch©Żn)ĪóėŗäØ╣▄└ĒĪó▄ćķg╣▄└ĒĪóÄņĘ┐╣▄└ĒĪóÖz“×╣▄└ĒĪó═Ōģf(xi©”)╣▄└ĒĪóøQ▓▀ų¦│ų┼cĘų╬÷║═öĄ(sh©┤)ō■(j©┤)╝»│╔Ą╚╣”─▄ĪŻ
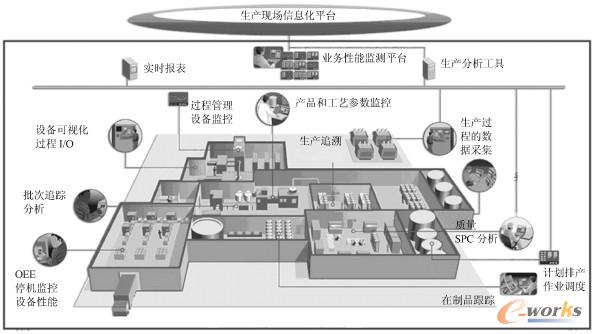
łD2 MES ŽĄĮy(t©»ng)╣”─▄ęÄ(gu©®)äØ
2.2ĪĪöĄ(sh©┤)ō■(j©┤)┴„│╠įOėŗ
öĄ(sh©┤)ō■(j©┤)┴„│╠įOėŗĄ──┐ś╦╩Ūį┌įOėŗ╚╬äš▀M╚ļŽĄĮy(t©»ng)Ż¼ĄĮįOėŗĮY╣¹▌ö│÷Ą─š¹éĆ▀^│╠ųąŻ¼ą┼ŽóĪóöĄ(sh©┤)ō■(j©┤)┴„═©╩╝ĮK▒Ż│ųĢ│═©Ż¼łD3 ╦∙╩Š×ķMES ŽĄĮy(t©»ng)╣żū„öĄ(sh©┤)ō■(j©┤)┴„│╠łDĪŻMES ŽĄĮy(t©»ng)═©▀^┼cŲ¾śI(y©©)¼F(xi©żn)ėąĄ─MISĪóPDMĪóCAPPĪóDNC║═LS Ą╚╗∙ĄAöĄ(sh©┤)ō■(j©┤)Ą─╝»│╔Ż¼╠ß╚Ī«a(ch©Żn)ŲĘBOMĪó╚²ŠSłDą╬Īó╣żą“Īó╣żĢrĪó│╠ą“ĪóĄČŠ▀╝░═Č«a(ch©Żn)┴Ņ╠¢ą┼ŽóĄ╚Ż¼īŹ¼F(xi©żn)łDą╬╗»Ė▀╝ēėŗäØ┼c┼┼«a(ch©Żn)Ż¼▓óī”╣żū„¼F(xi©żn)ł÷öĄ(sh©┤)ō■(j©┤)ĪóÖC┤▓▀\ąąĀŅæB(t©żi)ĪóĄČŠ▀Äņ┤µĪó┘|┴┐ĀŅæB(t©żi)īŹĢr▓╔╝»Īó▒O(ji©Īn)┐žŻ¼×ķėŗäØš{Č╚Īó┘|┴┐┐žųŲ╠ß╣®øQ▓▀ų¦│ų┼cĘų╬÷ĪŻ
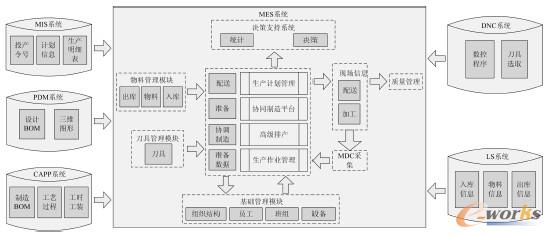
łD3 MES ŽĄĮy(t©»ng)╣żū„öĄ(sh©┤)ō■(j©┤)┴„│╠
2.3ĪĪĻPµI╝╝ągĘų╬÷
2.3.1ĪĪ╝»│╔╝╝ąg
╗∙ė┌ą┼Žó╣▓ŽĒĄ─PDMŻ»CAPPŻ»MISŻ»DNCŻ»LSŻ»MES Ą─╝»│╔╩ŪŲ¾śI(y©©)īŹ╩®Ą─ųž³cĪŻ═©▀^ķ_Ę┼MES Ą─öĄ(sh©┤)ō■(j©┤)ĮYśŗŻ¼ķ_░l(f©Ī)öĄ(sh©┤)ō■(j©┤)Įė┐┌│╠ą“Ż¼į┌PDMŻ»CAPPŻ»MISŻ»LSŻ»DNC ŽĄĮy(t©»ng)öĄ(sh©┤)ō■(j©┤)▒Ż┤µĢrŻ¼öĄ(sh©┤)ō■(j©┤)Äņūįäėš{ė├ė|░l(f©Ī)Ų„Ż¼īŹĢrį┌MES öĄ(sh©┤)ō■(j©┤)Äņųąäō(chu©żng)Į©╔·«a(ch©Żn)╚╬䚯¼īŹ¼F(xi©żn)äėæB(t©żi)įOėŗöĄ(sh©┤)ō■(j©┤)Ż¼┐ņ╦┘Ēææ¬╣ż╦ćūāĖ³Ż¼╚½┴„│╠Ė·█Ö╔·«a(ch©Żn)ėŗäØł╠(zh©¬)ąąŻ¼īŹĢr▓╔╝»¼F(xi©żn)ł÷öĄ(sh©┤)ō■(j©┤)Ż¼ęį╝░«a(ch©Żn)ŲĘ─Żą═öĄ(sh©┤)ō■(j©┤)Īó╣ż╦ćöĄ(sh©┤)ō■(j©┤)Īó╔·«a(ch©Żn)▀^│╠öĄ(sh©┤)ō■(j©┤)║═┘|┴┐öĄ(sh©┤)ō■(j©┤)Ą─äėæB(t©żi)╣▓ŽĒ║═┬ō(li©ón)äėŻ¼Å─Č°īŹ¼F(xi©żn)ą┼Žó╗»ŽĄĮy(t©»ng)╔ŽŽ┬ė╬Ą─ŃĢĮėĪŻ
2.3.2ĪĪļx╔ó┼┼«a(ch©Żn)╝╝ąg
▀zé„╦ŃĘ©╩Ū─ŻöM▀_Ā¢╬─╔·╬’▀M╗»šōĄ─ūį╚╗▀xō±╝░▀zé„īWÖC└ĒĄ─╔·╬’▀M╗»▀^│╠Ą─ėŗ╦Ń─Żą═Ż¼╩Ū╗∙ė┌“▀mš▀╔·┤µ”Ą─ę╗ĘNĖ▀Č╚▓óąąĪóļSÖC║═ūį▀mæ¬ā×(y©Łu)╗»╦ŃĘ©Ż¼Š▀ėą║▄Ė▀Ą─ņ`╗Ņąį║═▓óąą╠Ä└Ē─▄┴”Ą╚╠ž³c ĪŻŽĄĮy(t©»ng)ųą▓╔ė├▀zé„╦ŃĘ©Ż¼īóė░Ēæļx╔óą═Ų¾śI(y©©)ėŗäØ┼┼«a(ch©Żn)Ą─ĻPµIę“╦žŻ©╚ńŻ║«a(ch©Żn)ŲĘĄ─BOM ĻPŽĄĪó═¼ę╗š¹╝■ųąĄ─ķLČ╠╣żą“Īó├┐éĆ┴Ń╝■Ą─ėŗäØ╣Ø(ji©”)³cĪó▓╗═¼╣żą“Ą─Č©Ņ~╣żĢr┼cīŹļH╝ė╣żė├Ģrų«ķgĄ─ĻPŽĄŽĄöĄ(sh©┤)Īó═¼ę╗┴Ń╝■▓╗═¼╣żą“ų«ķgĄ─ļx╔óČ╚Īó«a(ch©Żn)ŲĘā×(y©Łu)Ž╚╝ēĪó├┐éĆ╣żą“Ą─«a(ch©Żn)─▄ĪóŠo╝▒▓Õå╬Ą╚┼┼«a(ch©Żn)ę“╦žŻ®╝░Ųõā╚(n©©i)į┌▀ē▌ŗĻPŽĄģóöĄ(sh©┤)╗»×ķ┼┼«a(ch©Żn)╗∙ĄAöĄ(sh©┤)ō■(j©┤)Ż¼īŹ¼F(xi©żn)ūįäė┼┼«a(ch©Żn)ĪŻūįäė┼┼«a(ch©Żn)ĮY╣¹╚ńłDŻ┤ ╦∙╩ŠŻ¼łDųą’@╩Š┴╦├┐┼_ÖC┤▓│ąō·Ą─╚╬äšŪķør╝░ŽÓæ¬╚╬äš═Ļ│╔ŪķørĪŻ
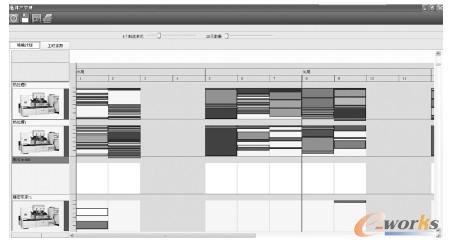
łD4 ūįäė┼┼«a(ch©Żn)ĮY╣¹
2.3.3ĪĪ╣ż╦ć▀^│╠╚½┴„│╠ūĘ█Ö╝╝ąg
╣ż╦ć▀^│╠╚½┴„│╠ūĘ█Ö╝╝ąg╩Ū═©▀^┼cCAPP ŽĄĮy(t©»ng)╝»│╔╣ż╦ć▀^│╠Ą─ĘĮĘ©īŹ¼F(xi©żn)Ż¼┴Ń▓┐╝■Įø(j©®ng)▀^ėŗäØ┼┼«a(ch©Żn)║¾Ż¼MES Ė∙ō■(j©┤)╣ż╦ć▀^│╠ūįäėé„▀fĄĮęÄ(gu©®)Č©Ą─░ÓĮMŻ¼╚╗║¾ė╔░ÓĮMķLĄŪõøŽĄĮy(t©»ng)║¾ī”╚╬äš▀MąąĘų┼õŻ¼åT╣ż▓╔ė├Śl┤aÆ▀├ĶĘĮ╩ĮĄŪõøŽĄĮy(t©»ng)Ż¼═©▀^ė|░l(f©Ī)ĘĮ╩ĮīŹ¼F(xi©żn)ųŲįņĀŅæB(t©żi)Ą─ą┼Žó½@╚ĪĪŻ╣ż╦ć▀^│╠╚½┴„│╠ūĘ█ÖīŹ¼F(xi©żn)┴╦╦∙ėą«a(ch©Żn)ŲĘÅ─╣ż╦ćįOėŗĮY╩°ĄĮųŲįņą┼ŽóŽĄĮy(t©»ng)Ž┬▀_╔·«a(ch©Żn)ėŗäØĄ─╚╬äš┼╔╦═ęį╝░ėŗäØ╚╦åTĄ─ų▒Įė┼╔╣żŻ¼╠ßĖ▀┴╦░ÓĮMī”╬┤üĒ╚╬䚥─ŅA┼ąŻ¼ū÷ĄĮ┴╦ĒŚ─┐Įø(j©®ng)└Ē║═ėŗäØ╚╦åT“ūŃ▓╗│÷涔Š═─▄ī”¼F(xi©żn)ł÷╣żū„▀MąąšŲ┐žŻ¼į÷ÅŖ┴╦«a(ch©Żn)ŲĘ║¾└m(x©┤)┘|┴┐Ą─Üv╩ĘūĘ█ÖŻ¼▓ó×ķ«a(ch©Żn)ŲĘ╚½╔·├³ų▄Ų┌╣▄└Ē╠ß╣®┴╦┴╝║├Ą─öĄ(sh©┤)ō■(j©┤)ų¦ō╬Ż¼Ė─ūā┴╦åT╣ż╣żĢrĘų┼õĄ─╝ł┘|╗»╣▄└ĒŻ¼×ķ▄ćķg╗∙ĄAöĄ(sh©┤)ō■(j©┤)Ą─Įy(t©»ng)ėŗ╠ß╣®┴╦ą┼Žó╗»╩ųČ╬ĪŻ▀@śėŠ═╠ßĖ▀┴╦╣żū„ą¦┬╩Īó£╩┤_Č╚Ż¼ĮĄĄ═┴╦ä┌äė┴”│╔▒ŠĪŻ╣ż╦ć▀^│╠╚½┴„│╠ūĘ█Ö╝╝ągīŹ¼F(xi©żn)Ą─įö╝Ü┴„│╠╚ńłD5 ╦∙╩ŠĪŻ
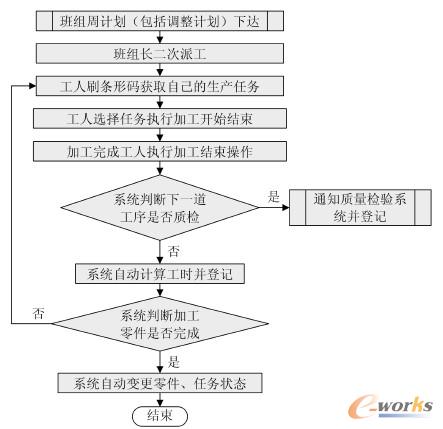
łD5 ╣ż╦ć▀^│╠╚½┴„│╠ūĘ█Ö┴„│╠łD
3 æ¬ė├ŽĄĮy(t©»ng)īŹ█`
═©▀^ī”Š½├▄╝ė╣ż▄ćķgMES īŹļHąĶŪ¾Ęų╬÷Ż¼ĮY║Žļx╔óą═Ų¾śI(y©©)╠ž³cŻ¼═Ļ│╔┴╦MES ╣”─▄ĮYśŗęÄ(gu©®)äØ║═öĄ(sh©┤)ō■(j©┤)┴„│╠įOėŗŻ¼ĮŌøQ┴╦ķ_░l(f©Ī)▀^│╠ųą╝»│╔╝╝ągĪóļx╔ó┼┼«a(ch©Żn)╝╝ąg║═╣ż╦ć▀^│╠╚½┴„│╠ūĘ█Ö╝╝ągĄ╚ĻPµI╝╝ągŻ¼Į©│╔┴╦ę╗╠ū┐╔ąąĄ─MES ŽĄĮy(t©»ng)ĪŻ═©▀^MES ╣ż╦ć┴„│╠╣▄└Ē╝░┘|┴┐ūĘ╦▌ŽĄĮy(t©»ng)ĮŌøQĘĮ░ĖĄ─īŹ╩®Ż¼┤¾┤¾╠ßĖ▀┴╦╔·«a(ch©Żn)ą¦┬╩Ż¼£p╔┘┴╦═Ōģf(xi©”)╣żū„┴┐Ż¼╠ßĖ▀┴╦«a(ch©Żn)ŲĘĄ─┘|┴┐║═ĘĆ(w©¦n)Č©ąįĪŻ═©▀^╚½┴„│╠┘|┴┐ūĘ╦▌Ą─īŹ╩®Ż¼╠ßĖ▀┴╦«a(ch©Żn)ŲĘĄ─┘|┴┐║═ĘĆ(w©¦n)Č©ąįĪŻ═©▀^╚½┴„│╠▓ķįāŽĄĮy(t©»ng)Ą─īŹ╩®Ż¼╠ßĖ▀┴╦ŅIī¦īėī”ĒŚ─┐┐é¾wėŗäØĄ─╚½ŠųšŲ┐ž║═øQ▓▀Ą─┐ŲīWąįĪó┐╔ąąąįĪŻĮžų┴─┐Ū░Ż¼į┌ųąć°ļŖ┐Ų38 ╦∙įōŽĄĮy(t©»ng)ęčėą╔µ╝░5 éĆ«a(ch©Żn)ŲĘ6000 ČÓéĆ┴Ń╝■▀\ąą│╔╣”ĪŻ═©▀^£yįćŻ¼ŽĄĮy(t©»ng)┼┼«a(ch©Żn)ėŗäØ┬─╝s┬╩▀_ĄĮ80ŻźŻ¼öĄ(sh©┤)ō■(j©┤)õø╚ļ║═Įy(t©»ng)ėŗĢrķg┐sČ╠50ŻźŻ¼å¢Ņ}Ą─ūĘ╦▌┬╩╠ßĖ▀ĄĮ90ŻźŻ¼įOéõĄ─└¹ė├┬╩╠ßĖ▀10ŻźŻ¼×ķ«a(ch©Żn)ŲĘĄ─┘|┴┐Įy(t©»ng)ėŗĪó╚½╔·├³ų▄Ų┌╣▄└Ē╠ß╣®┴╦öĄ(sh©┤)ō■(j©┤)ų¦ō╬ĪŻ
4ĪĪĮY╩°šZ
├µī”ļŖūėš¹ÖC«a(ch©Żn)ŲĘ┐ņ╦┘░l(f©Ī)š╣ĪóČÓŲĘĘNąĪ┼·┴┐╔·«a(ch©Żn)─Ż╩ĮĄ─ąąśI(y©©)▒│Š░Ż¼▒Š╬─ķ_š╣┴╦ęįöĄ(sh©┤)┐žį÷ą¦Īó╠ßĖ▀«a(ch©Żn)─▄×ķ│÷░l(f©Ī)³cŻ¼ęį“«a(ch©Żn)ŲĘ▀^│╠┐žųŲ”×ķ║╦ą─Ą─Ż═Ż┼ŻėŽĄĮy(t©»ng)æ¬ė├╝╝ąg蹊┐ĪŻŽĄĮy(t©»ng)│╔╣”īŹ¼F(xi©żn)┼cŲ¾śI(y©©)¼F(xi©żn)ėąMISĪóPDMĪóCAPPĪóDNC ║═LS Ą─╝»│╔Ż¼Ė─╔Ų┴╦Ų¾śI(y©©)ą┼Žó╗»╝»│╔ųŲįņ╦«ŲĮĪŻŽĄĮy(t©»ng)æ¬ė├║¾Ż¼įOéõ└¹ė├┬╩Īó▄ćķgĄ─╔·«a(ch©Żn)─▄┴”Īó«a(ch©Żn)ŲĘĄ─┘|┴┐Č╝Ą├ĄĮ┴╦╠ßĖ▀Ż¼▓ó×ķ╠ßĖ▀║¾└m(x©┤)«a(ch©Żn)ŲĘėŗäØ░▓┼┼Ą─┐ŲīWąį║═┐╔ąąąį╝░║¾└m(x©┤)▄ćķgīŹ¼F(xi©żn)¤ołD╗»┤“Ž┬┴╦łįīŹĄ─╗∙ĄAĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦Ņ}Ż║├µŽ“ļx╔óą═Ų¾śI(y©©)Ą─MES/ERP╝╝ąg蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/consultation/10820612267.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")