0ę²čį
į┌öĄ(sh©┤)┐ž╝ė╣ż╣żÅSŻ¼ĄČŠ▀Ą─╣▄└Ē╩ŪųTČÓ╣▄└ĒŁh(hu©ón)╣Ø(ji©”)ųąųžę¬Ą─ę╗Łh(hu©ón)Ż¼ĄČŠ▀│╔▒Šį┌┐é│╔▒Šųąš╝ėąųžę¬Ą─╬╗ų├ĪŻ╠žäe╩Ūį┌ČÓŲĘĘNąĪ┼·┴┐Ą─╣żÅSŻ¼ė╔ė┌ø]ėą┐ŲīWĄ─╣▄└ĒŻ¼ī¦ų┬ĄČŠ▀│╔▒ŠĖ▀Šė▓╗Ž┬ĪŻę“┤╦Ż¼ĄČŠ▀╣▄└Ē╝┤ĄČŠ▀BOM╣▄└ĒŻ¼▒╗Ų¾śI(y©©)╠ß╔Ž┴╦ūh╩┬ūh│╠ĪŻ
ŠÄš▀į┌20ČÓ─ĻĄ─öĄ(sh©┤)┐ž╝ė╣żīŹ█`ųąŻ¼Å─╩┬╝╝ąg(sh©┤)╝░╣▄└Ē╣żū„Ż¼┐éĮY(ji©”)┴╦ę╗š¹╠ūĄČŠ▀╣▄└ĒĘĮ░ĖŻ¼┐╔ęįėąą¦Ą─┐žųŲĄČŠ▀│╔▒ŠŻ¼╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻ
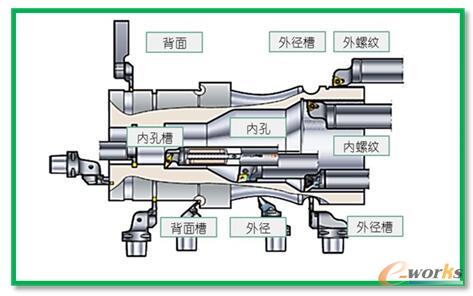
Į©┴óĄČŠ▀╣▄└ĒŽĄĮy(t©»ng)Ą─┴„│╠╣Ø(ji©”)³c░³└©ęįŽ┬6éĆ▓Į¾EŻ¼╚ńłD1Ż¼▒Š╬─īóÅ─ęįŽ┬6éĆĘĮ├µĘųäeĮķĮBĪŻ

łD1.Į©┴óĄČŠ▀BOM╣▄└ĒĘĮ░Ė┴„│╠łD
1ĄČŠ▀ŽĄĮy(t©»ng)ąįŠÄ┤a
ĄČŠ▀ŽĄĮy(t©»ng)ąįŠÄ┤a╩ŪĮ©┴óĮy(t©»ng)ę╗Ą─ŠÄ┤a╣ż▓ĮĄČŠ▀ŠÄ┤aŻ¼─┐Ą─╩Ū▓╔╚ĪĮy(t©»ng)ę╗Ą─ŠÄ┤aŻ¼üĒūRäe╣ż▓Į╝░ĄČŠ▀║═ĄČŲ¼Ż¼ųŲČ©╣ż╦ćĄČŠ▀ŪÕå╬Ż¼×ķĄČŠ▀£╩éõĪó┼õ╦═Īóē█├³╣▄└Ēū÷║├Ū░Ų┌£╩éõĪŻ
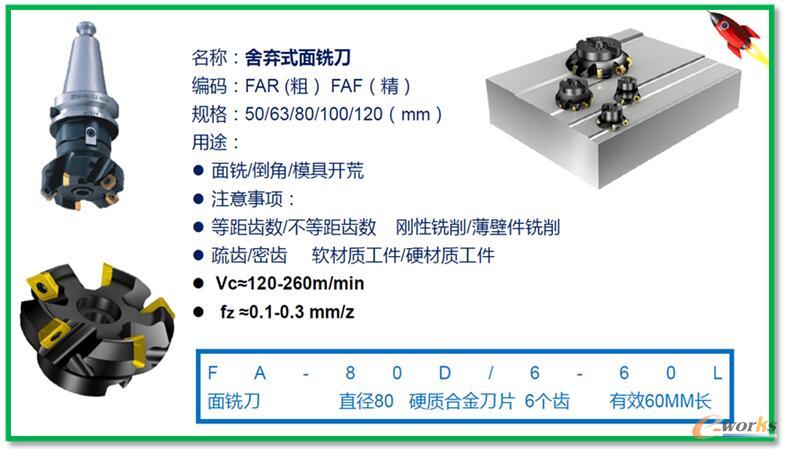
ĄČŠ▀ŽĄĮy(t©»ng)ąįŠÄ┤aŻ©▀@└’░³└©öĄ(sh©┤)┐ž▄ć┤▓ĄČŠ▀╝░╝ė╣żųąą─ą²▐D(zhu©Żn)ĄČŠ▀Ż®┐╔ęį▓╔╚ĪŲ┤ę¶╗“ć°ļHėó╬─║åĘQĄ─ĘĮĘ©ŠÄųŲŻ¼ŠÄųŲįŁät╚ńŽ┬Ż║
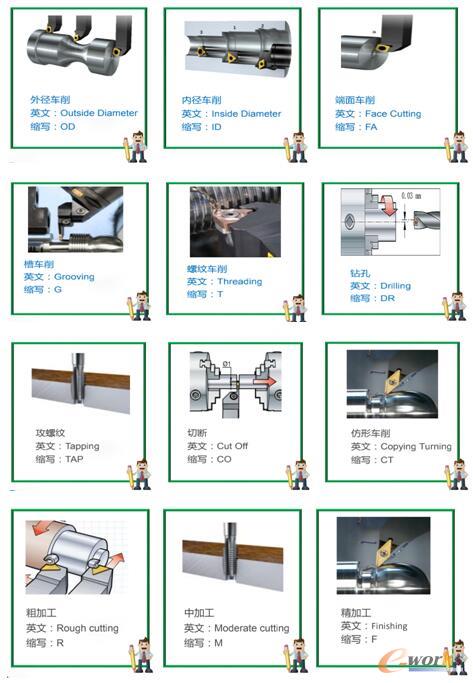
1.1▄ć┤▓ĄČŠ▀ŠÄ┤aęÄ(gu©®)ät
- ╣ż▓Į+╝ė╣żĀŅæB(t©żi)+ĄČŚUŪķør+ĄČŲ¼╝░ŠÄ╠¢+ĄČŲ¼▓─┘|(zh©¼)Ż╗
- ODR+25+CNMG120408-MS-VP15TFĪŻ
▒Ē1.▄ćĄČŠÄ┤aįŁät

1.2 öĄ(sh©┤)┐ž▄ć╣ż▓ĮŠÄ┤a
öĄ(sh©┤)┐ž▄ć╣ż▓ĮŠÄ┤a░³└©Ż║═ŌłA▄ć╝ė╣żĪóā╚(n©©i)┐ū▄ć╝ė╣żĪóČ╦├µ▄ć╝ė╣żĪóČ╦├µ┐ūĘĮ░ĖĪóöĄ(sh©┤)┐ž▄ć┐ū╝ė╣żĘĮ░ĖĄČŠ▀Ń@Ņ^ĪóĮzÕFĪóUŃ@ĪóŃqĄČĄ╚░┤šš╝ė╣żųąą─ą²▐D(zhu©Żn)ĄČŠ▀ŠÄ┤aĘĮ░Ėł╠(zh©¬)ąąĪŻ
łD2.öĄ(sh©┤)┐ž▄ć╣ż▓ĮģR┐é

łD3.╣ż▓ĮĘųĮŌłD╩Š
łD4.╣ż▓Įųąėó╬─ī”šš╝░║å┤a
1.3 ╝ė╣żųąą─╣ż▓ĮĄČŠ▀ŠÄ┤a
╝ė╣żųąą─╣ż▓Į▌^ČÓŻ¼┐╔▓╔╚ĪŻ║ĄČŠ▀ŠÄ┤a▀Mąą╣ż▓ĮūRäeĄ─▐kĘ©Ż©ĄČŠ▀╝┤╩Ū╣ż▓ĮĄ─ś╦ūRĘ©Ż®Ż¼╚ńŻ║FA(FACE MILL)├µŃŖĄČ╝┤╩ŪŃŖ├µ╣ż▓ĮŻ╗ėó╬─ųą╬─ĮY(ji©”)║Ž║å┤aĄ─▐kĘ©Ż╗«ö╚╗┐╔ęį▓╔╚ĪŲ┤ę¶║å┤aĄ─įŁätĪŻ
╝ė╣żųąą─ą²▐D(zhu©Żn)ĄČŠ▀łDāį╚ńŽ┬Ż║
łD5.╝ė╣żųąą─ą²▐D(zhu©Żn)ĄČŠ▀ėó╬─├¹ĘQ

łD6.╝ė╣żųąą─ą²▐D(zhu©Żn)ĄČŠ▀ųą╬─├¹ĘQ
╝ė╣żųąą─┐ūĄČŠ▀łDāį╚ńŽ┬Ż║
łD7.┐ū╝ė╣żĄČŠ▀ėó╬─łDāį

łD8.┐ū╝ė╣żĄČŠ▀ųą╬─łDāį

łD9.┐ū╝ė╣żĘĮ░ĖĄČŠ▀║å┤a╝░ųą╬─ī”šš▒Ē
1.4 ╝ė╣żųąą─╣ż▓ĮĄČŠ▀║å┤a
▓╗═¼Ą─ĄČŠ▀ėą▓╗═¼Ą─ŠÄ┤aęÄ(gu©®)ätŻ¼▒Š╣Ø(ji©”)īó┴ą┼eĖ„ŅÉĄČŠ▀ŠÄ┤aęÄ(gu©®)ät▒ĒŻ¼┐╔ęį▒╚ššęįŽ┬▒Ēå╬ųŲČ©ūį╝║╣½╦ŠŅ~ŠÄ┤aęÄ(gu©®)ätĪŻ
▒Ē2.╝ė╣żųąą─ŠÄ┤aęÄ(gu©®)ät
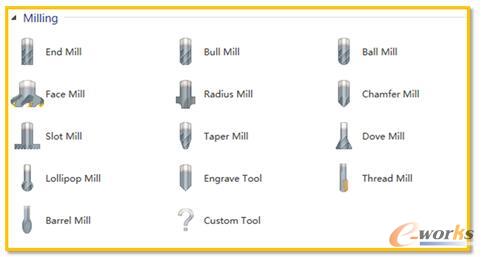
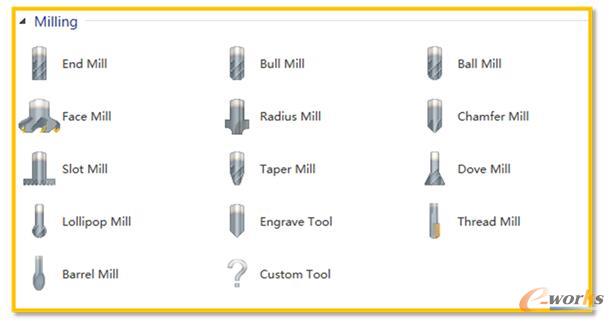
łD10.├µŃŖĄČŠÄ┤aęÄ(gu©®)ät

łD11.ŲĮĄūŃŖĄČŠÄ┤aęÄ(gu©®)ät

łD12.ĘĮ╝ńŃŖĄČŠÄ┤aęÄ(gu©®)ät
Ė∙ō■(j©┤)▀@ą®įŁätŻ¼▀Ć░³└©łA▒ŪĄČŠÄ┤aęÄ(gu©®)ätĪóŪ“Ņ^ŃŖĄČŠÄ┤aęÄ(gu©®)ätĪóŃ@Ņ^ŠÄ┤aįŁätĪóČ©³cŃ@ŠÄ┤aįŁätĪóĮzÕFŠÄ┤aįŁätĄ╚Ż¼ę“×ķŲ¬Ę∙ėąŽ▐Ż¼į┌▀@└’▓╗į┘ķßöóĪŻ
2 │╠ą“ŠÄųŲś╦£╩╗»
│╠ą“├¹ĘQŠÄ┤aś╦£╩╗»╝┤ę¬Ū¾:│╠ą“├¹ĘQąĶę¬Ę¹║ŽęÄ(gu©®)ätŻ╗│╠ą“ūóßī╠Ē╝ė╣ż▓ĮĄČŠ▀ą┼Žó²R╚½Ż╗│╠ą“Ė±╩ĮĘ¹║ŽęÄ(gu©®)ĘČę¬Ū¾Ż╗│╠ą“ĄČŠ▀ūóßī┐╔ęį╠Ē╝ė╣Ø(ji©”)┼─ĢrķgŻ¼┐╔ęį╠Ē╝ėĄČŠ▀ē█├³Ą╚Ż╗ŪąŽ„ģóöĄ(sh©┤)ś╦£╩╗»Ż¼ŠÄųŲŪąŽ„ģóöĄ(sh©┤)ģó┐╝▒ĒŻ╗Ė„ūį╣½╦Š┐╔ęįĖ∙ō■(j©┤)īŹļHŪķørŠÄųŲ│╠ą“├³├¹ęÄ(gu©®)ĘČęÄ(gu©®)ätŻ╗╣żą“ŠÄ┤a┐╔ęį╩╣ė├╚½Ų┤║═ėó╬─║å┤aČ╝┐╔ęįŻ╗║├ėø╚▌ęū╔Ž╩ų×ķįŁätĪŻ
│╠ą“ŠÄųŲŠ▀¾wĄ─┴„│╠×ķŻ║
1Ż®│÷┼_ŠÄųŲęÄ(gu©®)ĘČĪó├¹ĘQęÄ(gu©®)ĘČĪóūóßīęÄ(gu©®)ĘČĄ╚Ą╚Ż¼┼e└²Ż║├¹ĘQęÄ(gu©®)ĘČ╚ńŽ┬▒Ē3ĪŻ
▒Ē3.│╠ą“├¹ĘQęÄ(gu©®)ĘČ

2Ż®ĮM┐Ś┼Óė¢ą¹ž×īW┴ĢĪóŠÜ┴ĢĪó▀_ĄĮ╩ņėøŠÄ┤aęÄ(gu©®)ätĄ──┐Ą─ĪŻ
▒Ē4.│╠ą“ś╦£╩╗»

3Ż®īŹ╩®│╠ą“ŠÄųŲś╦£╩╗»ĪŻ
3 Į©┴ó│╠ą“ŠÄųŲĄ─EBOMĪóPBOM
3.1 Mastercamī¦│÷EBOMĄ─ĘĮĘ©
CAM╣ż│╠Ĥį┌▄ø╝■│╠ą“ŠÄųŲĢrŻ¼▓╔╚ĪĄČŠ▀├¹ĘQĄ─▐kĘ©Ż¼╝░Ą┌Č■š┬╠ß╝░Ą─╣ż▓ĮĄČŠ▀ŠÄ┤aŻ¼į┌│╠ą“Č╬Ū░├µ╠Ē╝ė╣ż▓ĮĄČŠ▀ūóßīŻ¼▒Ńė┌ūRäe│╠ą“Ą─╣ż▓Į╝░ĄČŠ▀Ż¼ī¦│÷ŪÕå╬Ż¼Į©┴óŲ┴╦ĄČŠ▀Ą─EBOMĪóPBOM▒Ēå╬ĪŻ
«ö╚╗╩╣ė├MASTERCAM▄ø╝■╝░CIMCO EDIT▄ø╝■ĮY(ji©”)║ŽČ╝╩Ū┐╔ęįī¦│÷ĄČŠ▀ŪÕå╬Ż¼MASTERCAM▄ø╝■ī¦│÷ŪÕå╬ėą2ĘN▐kĘ©Ż║
į┌│╠ą“ŠÄųŲĢrŻ¼į┌ūóßīÖ┌╠Ē╝ėĄ┌Č■š┬ęÄ(gu©®)Č©Ą─╣ż▓ĮĄČŠ▀ŠÄ┤aŻ¼╔·│╔│╠ą“ĢrĢ■ūįäė╔·│╔ĦėąūóßīĄ─╣ż▓ĮĄČŠ▀Ż¼į┘╩╣ė├CIMCO EDIT▄ø╝■ī¦│÷ĄČŠ▀ŪÕå╬╝┤Ż║EBOMĪóPBOM
╩╣ė├MASTERCAM▄ø╝■Setup▓Õ╝■ī¦│÷ĄČŠ▀ŪÕå╬╝░╣ż╦ć┴ą▒ĒŻ¼┐╔ęį▀xō±EXCEL ╗“×gė[Ų„╬─╝■Ż¼▒Ńė┌▓ķ┐┤╝░ŠÄ▌ŗŻ╗Š▀¾wĘĮĘ©┐╔ęįģó┐╝ŠW(w©Żng)ĮjĮķĮBŻ¼ęį║¾Ģ■īŻķTĮķĮB▓Õ╝■Ą─░▓čb╝░╩╣ė├Ż¼▀@└’▓╗į┘ķßöóĪŻ
▀@└’═©▀^ūźłDŻ¼ĮķĮBę╗Ž┬Mastercam▄ø╝■į┌ūóßīÖ┌└’╠Ē╝ė╣ż▓Į╝░ĄČŠ▀Ą─╩┬ę╦Ż©╚ńłD13Īó14Ż®ĪŻ
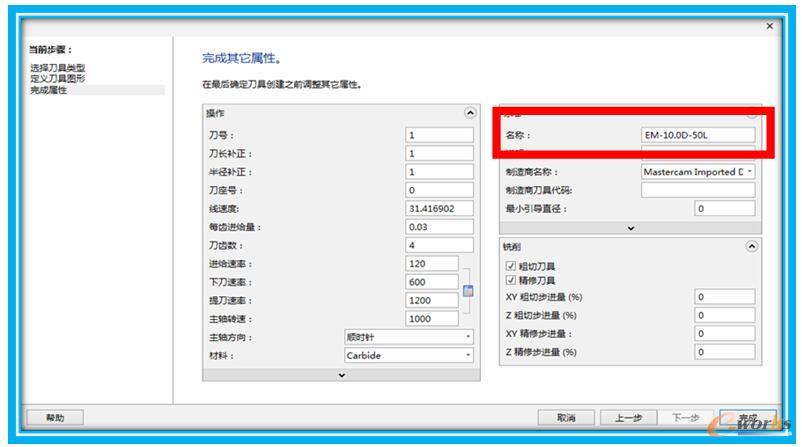
łD13.Mastercam X9ĄČŠ▀įOų├Ż¼ĄČŠ▀║å┤a╠Ņīæ╠Ä
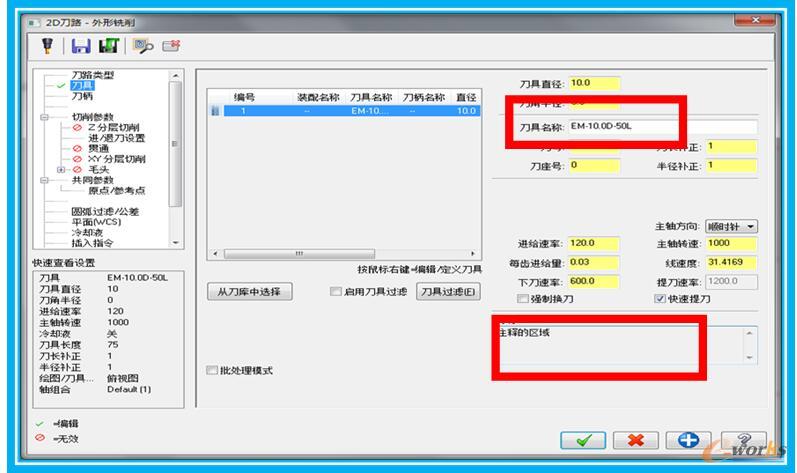
łD14.ĄČŠ▀įOų├╝t┐“ā╚(n©©i)╠ŅīæĄČŠ▀ūóßī╝┤ĄČŠ▀║å┤a
3.2 ▄ø╝■╔·│╔║¼ėąEBOMĄ─G┤·┤a╝ė╣ż│╠ą“
▄ø╝■╔·│╔║¼ėąEBOMĄ─G┤·┤a╝ė╣ż│╠ą“Ą─▓Į¾E×ķŻ║
1)ŠÄųŲ║├│╠ą“ęį║¾Ż©▀@└’▓╗öó╩÷▀^ČÓĄ─Mastercam▄ø╝■ŠÄ│╠▀^│╠Ż®╔·│╔H║¼ėąEBOMĄ─G┤·┤aŻ¼├³├¹×ķŻ║MBA-E-LH-F-01Ż╗
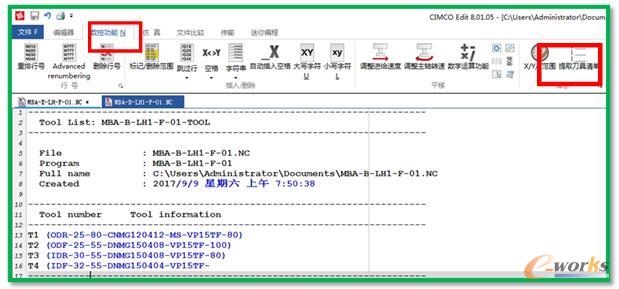
2)╩╣ė├CIMCO EDIT (▄ø╝■ėąįćė├å╬ÖC░µ─┐Ū░╩ą├µ╔ŽČ╝╩╣ė├å╬ÖC░µ▒Š)┤“ķ_G┤·┤aŻ╗
3)³cō¶┤“ķ_MBA-E-LH-F-01│╠ą“╬─╝■
4)³cöĄ(sh©┤)┐ž╣”─▄MAKE TOOL LIST (╠ß╚ĪĄČŠ▀ŪÕå╬)╚ńłD16╝t╔½ĘĮ┐“╦∙╩ŠŻ¼³c┴Ē┤µ×ķŻ║MBA-B-LH1-F-01-TOOL
MBA-B-LH1-F-01-TOOL╬─╝■╝┤╩Ū▒Š│╠ą“Ą─ĄČŠ▀ŪÕå╬EBOMĪŻ
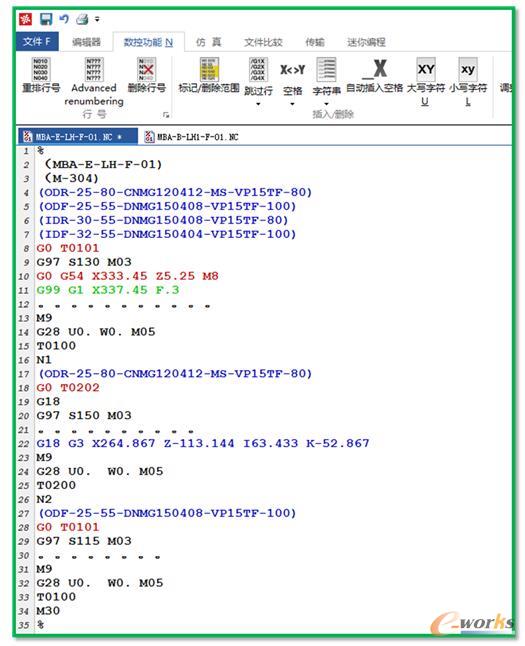
łD15. CIMCO Edit v8.0░µ▒Š╦∙╩ŠÄ¦ėąĄČŠ▀║å┤aūóßīĄ─│╠ą“
3.3 ╩╣ė├Mastercamx9.0▓Õ╝■SetupX ī¦│÷╣ż╦ćŪÕå╬Ż©PBOMŻ®╝░ĄČŠ▀┴ą▒ĒĄ─ĘĮĘ©
Mastercamx9.0ĄČ┬ĘŠÄųŲ═Ļ«ģŻ¼─ŻöMÖz▓ķęį║¾Ż¼╩╣ė├ĮM║ŽµIALT+C ī¦│÷SetupSheet (╣ż╦ćŪÕå╬) ╝░ ToolList Ż©ĄČŠ▀ŪÕå╬EBOMŻ®ĪŻ
ĄČŠ▀EBOMĪóPBOMū„×ķ«a(ch©Żn)ŲĘ╣żą“╝ė╣żĄ─╩╣ė├╗∙ĄAŻ¼╩Ū«a(ch©Żn)Ū░£╩éõĄ─▒žéõŪÕå╬ĪŻ
łD16.╠ß╚ĪĄ─ĄČŠ▀ŪÕå╬-EBOM
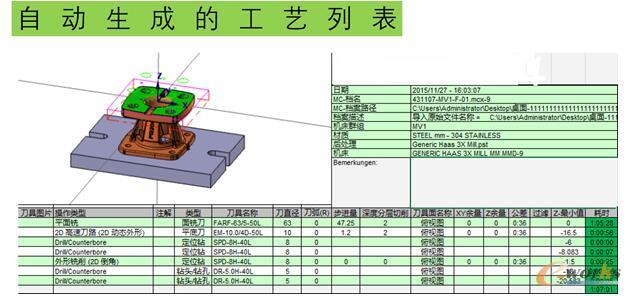
łD17.Setup▓Õ╝■ī¦│÷Ą─╣ż╦ć┴ą▒Ē
4 ĄČŠ▀ē█├³▒O(ji©Īn)┐žĮy(t©»ng)ėŗ
ėą┴╦ĄČŠ▀EBOM ĪóPBOM ║¾Ż¼ę▓×ķĄČŠ▀MBOM▀Mąąē█├³▒O(ji©Īn)┐žĄņČ©┴╦╗∙ĄAŻ¼┐╔ęįī”ĄČŠ▀ē█├³▀MąąSPCĮy(t©»ng)ėŗ║═▒O(ji©Īn)┐žĪŻ
═©▀^īŻśI(y©©)╚╦åTŻ©╝╝ąg(sh©┤)åT ╣ż╦ćĤ ╝╝ĤĄ╚Ż®Ż¼ī”EBOMĪóPBOM ▀MąąĄČŠ▀ē█├³▒O(ji©Īn)┐žĮy(t©»ng)ėŗŻ¼▓ó«a(ch©Żn)╔·MBOMŻ©╬’┴ŽŽ¹║─ŪÕå╬Ż®ĪŻMBOM╩Ūšµš²ęŌ┴xĄ─ĄČŠ▀╬’┴ŽŪÕå╬Ż¼Ė∙ō■(j©┤)«a(ch©Żn)ŲĘ╔·«a(ch©Żn)ėŗäØī”ĄČŠ▀ĄČŲ¼▀Mąąėŗ╦ŃŻ¼Ė∙ō■(j©┤)ėŗ╦ŃĄ─ĮY(ji©”)╣¹ĮY(ji©”)║ŽÄņ┤µŪķørŻ¼ųŲČ©šł┘Åå╬Ż¼ę¬Ū¾▓╔┘Å▓┐ķT▀Mąą▓╔┘ÅŻ¼▀@╩Ū╔·«a(ch©Żn)ąĶŪ¾Ęų╬÷╦∙ąĶꬥ─MBOMŪÕå╬ĪŻ
ī”ė┌Ų¾śI(y©©)┘Yį┤ęÄ(gu©®)äØŁh(hu©ón)╣Ø(ji©”)Ż¼į┌EBOMĪóPBOM «a(ch©Żn)╔·Ą─═¼ĢrŻ¼ėą╝╝ąg(sh©┤)╚╦åTī”ĄČŠ▀Ą─ē█├³Įy(t©»ng)ėŗĄ─Č©Ņ~Š═╩ŪĄČŠ▀ŪÕå╬ī”æ¬Ą─«a(ch©Żn)ŲĘĄ─MBOMŻ¼ĄČŠ▀ōp║─MBOMŻ¼╩Ū▒ŻūC╝░Ģr£╩┤_Ą─╔·«a(ch©Żn)Ą─╬’┘Y▓─┴Žų«ę╗Ż¼ę▓╩Ū▒žéõBOMŪÕå╬ų«ę╗ĪŻ
ĄČŠ▀ē█├³ŪÕå╬Įy(t©»ng)ėŗ▒ĒąĶę¬Ė∙ō■(j©┤)EBOMĪóPBOM▀MąąųŲČ©Ż¼├┐ĘNĄČŠ▀ąĶę¬▀MąąĮy(t©»ng)ėŗ▒O(ji©Īn)┐žĖ·█ÖŻ¼ų▒ų┴Įy(t©»ng)ėŗ│÷║Ž└ĒĄ─ē█├³×ķ£╩ĪŻē█├³ėąĢrķgĮy(t©»ng)ėŗ╗“╝ė╣ż╝■öĄ(sh©┤)Įy(t©»ng)ėŗā╔ĘNŻ¼═Ų╦]ę└╝■öĄ(sh©┤)×ķ£╩ĪŻ
┤¾┼·┴┐Ą─«a(ch©Żn)ŲĘį┌Įy(t©»ng)ėŗē█├³ĢrŻ¼╠žäe╩ŪŲ¹▄ć┼õ╝■╝ė╣żŻ¼šłę└ūŅĖ▀ś╦£╩╝┤į┌╝ė╣ż«a(ch©Żn)ŲĘ╣½▓ŅĮėĮ³╔ŽŽ┬śOŽ▐╣½▓ŅĢrŻ¼▒žĒÜĖ³ōQĄČŠ▀Ż¼«ö╚╗ą▐š²ĄČčaę▓╩Ū┐╔ęįĄ─ĪŻ«öĻP(gu©Īn)µI│▀┤ńŻ¼╣½▓Ņ▌^×ķć└Ė±Ż¼Š½Č╚▌^Ė▀Ģr┐╔ęįÅŖųŲōQĄČŻ¼Ė³ōQŽ┬üĒĄ─ĄČŠ▀┐╔ęįū„×ķ┤ų╝ė╣żĄ─ĄČŠ▀╩╣ė├ĪŻ
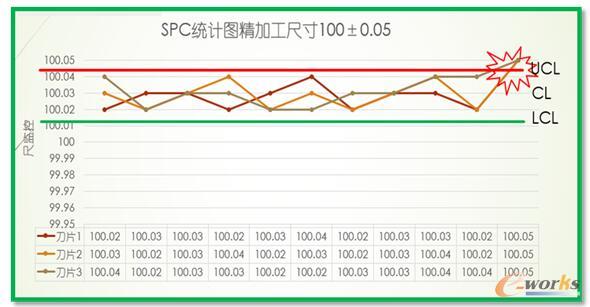
łD18.ĄČŠ▀╩╣ė├ē█├³▒O(ji©Īn)┐žĄ─«a(ch©Żn)ŲĘSPC▒O(ji©Īn)┐žłD
5 ĄČŠ▀┼õ╦═Ą─ĮķĮB
ėą┴╦ĄČŠ▀EBOMĪóPBOMĄČŠ▀╣ż╦ć┴ą▒ĒŻ¼į┌╔·«a(ch©Żn)┼┼«a(ch©Żn)ÖC┼_ėŗäØ░l(f©Ī)│÷ĢrŻ¼ĄČŠ▀╣▄└ĒåTæ¬╝░ĢrĄ─ī”ĄČŠ▀▀Mąą£╩éõŻ¼ū÷ĄĮĄ┌ę╗Ģrķg╦═ĄĮ╣ż╬╗Ż¼Č┼Į^£╩éõĄČŠ▀ĦüĒĄ─ÖCā╚(n©©i)└╦┘MŻ¼▀@ę▓╩ŪŠ½ęµ╔·«a(ch©Żn)Ą─▓▀┬įų«ę╗ĪŻ
Ė∙ō■(j©┤)MBOMī”╔·«a(ch©Żn)ŠĆĄ─ĄČŠ▀ĄČŲ¼░l(f©Ī)Ę┼▀Mąą▒O(ji©Īn)┐žŻ¼ū÷ĄĮ░l(f©Ī)Ę┼öĄ(sh©┤)┴┐┼cMBOMī”æ¬Ż¼ę╗Ą®ėą«É│ŻŻ¼▓┘ū„╣ż═©ų¬╝╝ąg(sh©┤)╚╦åT╗“░ÓķL▀Mąą╝╝ąg(sh©┤)Ęų╬÷Ż¼ī”├½┼„║═ĄČŠ▀╝╝ąg(sh©┤)ąįĘų╬÷Ż¼Ę└╗╝ė┌╬┤╚╗Ż¼ĄČŠ▀ĄČŲ¼ėą┘|(zh©¼)┴┐å¢Ņ}Ż¼╝╝ąg(sh©┤)åT╗“ĄČŠ▀╣▄└ĒåT┐╔ęį╝░Ģr═©ų¬╣®æ¬╔╠▀MąąĖ·█ÖĪŻ
«a(ch©Żn)╔·MBOM║¾Ż¼Š═┐╔ęįī”╔·«a(ch©Żn)ŠĆ╔ŽĄ─ĄČŠ▀Č©Ņ~▀Mąą│╔▒Š▒O(ji©Īn)┐žŻ¼│╔▒ŠĘų╬÷Ż¼│╔▒Š╣▄┐žŻ¼×ķĮĄĄ═ĄČŠ▀│╔▒Š┤“Ž┬╗∙ĄAĪŻ
6 ĄČŠ▀ē█├³╣▄└ĒĄ─ĘĮĘ©
6.1ĄČŠ▀ē█├³▒O(ji©Īn)┐ž╝░«a(ch©Żn)ŲĘSPCĮy(t©»ng)ėŗ
į┌┤¾┼·┴┐Ų¹▄ć┼õ╝■╝ė╣żĢrŻ¼ąĶę¬ī”«a(ch©Żn)ŲĘ▀MąąSPCĮy(t©»ng)ėŗŻ¼▓ó═©▀^ī”ĄČŠ▀▀MąąÅŖųŲĖ³ōQĄ─ĘĮĘ©Ż¼▒ŻūC«a(ch©Żn)ŲĘ│▀┤ńĄ─▀^│╠─▄┴”ųąĄ─CPKŻ¼CPK╩Ū"Process Capability Index" Ą─┐sīæĪŻCPKĄ─ųą╬─Č©┴x×ķ:ųŲ│╠─▄┴”ųĖöĄ(sh©┤)Ż¼╩Ū¼F(xi©żn)┤·Ų¾śI(y©©)ė├ė┌▒Ē╩ŠųŲ│╠─▄┴”Ą─ųĖś╦Ż¼╝┤─│éĆ╣ż│╠╗“ųŲ│╠╦«£╩Ą─┴┐╗»Ę┤æ¬Ż¼ę▓╩Ū╣ż│╠įu╣└Ą─ę╗ŅÉųĖś╦ĪŻ
ė░ĒæųŲ│╠╦«ŲĮĄ─ų„ę¬╩ŪĄČŠ▀ē█├³╝┤ĄČŠ▀─źōpŪķørŻ¼ę▓╩Ūė░ĒæųŲ│╠Ą─ę“╦žų«ę╗Ż¼╦∙ęį▒žĒÜī”ĄČŠ▀ē█├³▀Mąą▒O(ji©Īn)┐ž▓ó╝░ĢrÅŖųŲĖ³ōQĪŻ
6.2╚²ĘN▒O(ji©Īn)┐žĘĮĘ©ĮķĮB
1Ż®öĄ(sh©┤)┐žŽĄĮy(t©»ng)įOų├ł¾Š»Ę©Ż¼ė╔ÖC┤▓įŁÅS╝ę╝╝ąg(sh©┤)╣ż│╠ĤįOų├Š═┐╔ęįŻ¼▀@└’Ų¬Ę∙ėąŽ▐▓╗į┘ķßöóŻ╗
2Ż®ĄČŠ▀╣▄└Ē┐┤░ÕĘ©Ż╗
3Ż®║Ļ│╠ą“ł╠(zh©¬)ąąĘ©ĪŻ
6.3ĄČŠ▀ē█├³┐┤░Õ╣▄└ĒĘ©
ĄČŠ▀├¹ĘQĪó▓─┘|(zh©¼)Īó▒O(ji©Īn)┐žś╦│▀╩ŪĖ∙ō■(j©┤)Įy(t©»ng)ėŗ║├Ą─ĄČŠ▀ē█├³ųŲū„╣▄┐ž┐┤░ÕŻ¼į┌╔·«a(ch©Żn)▀^│╠ųąī”├┐éĆĄČŲ¼ėøąįē█├³╣▄└ĒŻ¼┐┤░ÕųŲū„╚ńłD19╦∙╩ŠĪŻ
┐┤░Õė╔īŻśI(y©©)╝╝ąg(sh©┤)╚╦åTųŲū„Ż¼┤┼ąį┐©K╩┐Åł┘NĄĮÖC┤▓Ū░├µ¼F(xi©żn)ł÷▀Mąą╣▄┐žŻ¼╚ńłD20ĪŻ
7 ĮY(ji©”)šō
═©▀^ęį╔Žī”│╠ą“ĄČŠ▀╣ż▓Į▀Mąąś╦£╩╗»ĪóęÄ(gu©®)ĘČ╗»Ż¼╣ż╦ćĪó│╠ą“ĪóĄČŠ▀BOM╝»│╔╗»Ż¼ĄČŠ▀ē█├³Ą─▒O(ji©Īn)┐žĄ╚Ą─╣▄└ĒŻ¼┐╔ęįīŹ¼F(xi©żn)MBOM▒Ēšł┘ÅĪó▓╔┘ÅĪó╚ļÄņĪó«a(ch©Żn)Ū░£╩éõ┴„│╠ĒśĢ│Ż¼OEE’@ų°╠ßĖ▀Ż©ĮĄĄ═«a(ch©Żn)Ū░ĄČŠ▀£╩éõī¦ų┬ėŗäØ═Ō═ŻÖCĄ─ĢrķgŻ®Ż¼ĄČŠ▀MBOMöĄ(sh©┤)ō■(j©┤)£╩┤_ąį┤¾┤¾╠ßĖ▀Ż¼ĮĄĄ═ĄČŠ▀Äņ┤µŻ¼ęį╝░ĄČŠ▀┘Mė├╝░│╔▒Š’@ų°Ž┬ĮĄĪŻ
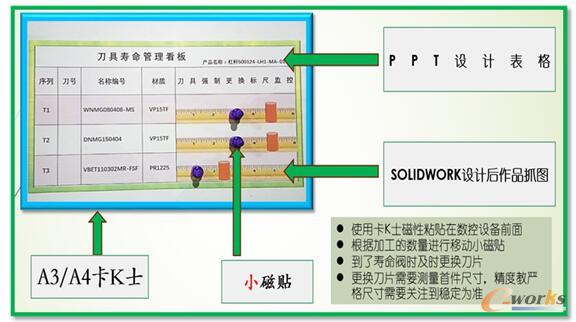
łD19.ĄČŠ▀ē█├³▒O(ji©Īn)┐ž┐┤░ÕųŲū„šf├„Ģ°

łD20.ĄČŠ▀ē█├³▒O(ji©Īn)┐ž┐┤░Õ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅIė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦Ņ}Ż║öĄ(sh©┤)┐ž╝ė╣żĄČŠ▀BOMŪÕå╬╣▄└ĒĘĮ░Ė╠Įėæ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/consultation/10820621455.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")