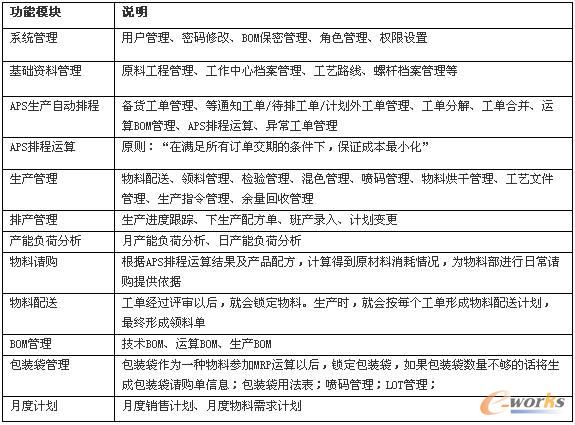
1Īó═ž▓ĮAPSĖ▀╝ēėŗäØ┼┼│╠ŽĄĮy(t©»ng)║åĮķ
Ż©1Ż®Ė∙ō■(j©┤)╩ął÷▓┐╠ß╣®Ą─į┬Č╚õN╩█ėŗäØŻ¼═©▀^ĻP┬ō(li©ón)«a(ch©Żn)ŲĘBOMŻ©╝┤┼õĘĮ▒ĒŻ®▀\╦Ńį┬Č╚╬’┴ŽąĶŪ¾Ż¼ęį▒Ń║Ž└Ē░▓┼┼į┬Č╚įŁ┴Ž▓╔┘ÅėŗäØŻ¼▓óį┌╚šČ©å╬ī¦╚ļĄ─▀^│╠ųą▀MąąėŗäØā╚(n©©i)═Ō╣▄└ĒĪŻ
Ż©2Ż®Ė∙ō■(j©┤)├┐╚šėåå╬Ż©░l(f©Ī)žø═©ų¬å╬Ż®Ą─Į╗Ų┌Šo╝▒│╠Č╚Ż¼║Ž└Ē░▓┼┼╔·«a(ch©Żn)ėŗäØĪŻ
Ż©3Ż®Ė∙ō■(j©┤)┼┼╔ŽÖC┼_Ą─╔·«a(ch©Żn)ėŗäØš²┤_Ž┬▀_╔·«a(ch©Żn)┼õĘĮĄĮ╔·«a(ch©Żn)▄ćķgĪŻ
Ż©4Ż®Ė∙ō■(j©┤)Ž┬▀_╔·«a(ch©Żn)┼õĘĮĢrµiČ©įŁ▓─┴Ž║Ž└Ē╔·│╔╬’┴Ž┼õ╦═ėŗäØĪŻ
Ż©5Ż®Ė∙ō■(j©┤)╬’┴Ž╣ż│╠ųąįŁ▓─┴ŽĄ─░▓╚½Äņ┤µ║═į┘ėå┘ųcęį╝░╚šŲĮŠ∙Ž¹║─┴┐╔·│╔╚ššł┘ÅėŗäØ║═╚šš{(di©żo)ō▄ėŗäØĪŻ
Ż©6Ż®õN╩█Č©å╬▀MŽĄĮy(t©»ng)║¾Ė„éĆĀŅæB(t©żi)▓ķįāŻ¼░³└©ėŗäØ═Ō╣żå╬Ż¼┤²īÅ╣żå╬Ż¼┤²┼┼╣żå╬Ż¼┤²«a(ch©Żn)╣żå╬Ż¼═Ļ│╔╣żå╬ĪŻ
Ż©7Ż®╠ß╣®įŁ▓─┴ŽµiČ©ĀŅæB(t©żi)║═╔·«a(ch©Żn)╣żå╬Ą─ī”æ¬ĻPŽĄ▒ĒŻ¼▓ķ┐┤──ĘNįŁ▓─┴Ž▒╗──ą®╣żå╬µiČ©ĪŻ
Ż©8Ż®Ųõ╦³Įy(t©»ng)ėŗ║═ł¾▒Ē▓ķįā╣”─▄ĪŻ
2ĪóŽĄĮy(t©»ng)╣”─▄
3Īó╣”─▄├Ķ╩÷
3.1 APS╔·«a(ch©Żn)ūįäė┼┼│╠║åĮķ
3.1.1 ½@╚Ī╣żå╬ūŅā×(y©Łu)ÖC┼_
ėåå╬Å─ERPī¦╚ļŻ©░³└©╣żå╬Ą─║Ž▓ó║═ĘųĮŌŻ®▀MüĒ║¾Ż¼Ė∙ō■(j©┤)╩┬Ž╚Č©┴x║├Ą──Żą═╗“ęÄ(gu©®)ätŻ¼ūįäė½@╚ĪūŅā×(y©Łu)ÖC┼_Ż¼įōūŅā×(y©Łu)ÖC┼_į┌▀M╚ļ┼┼│╠▀\╦ŃŪ░Ż¼╚įąĶ┼┼│╠ĤīÅ║╦ĪŻ
½@╚ĪūŅā×(y©Łu)ÖC┼_ąĶ┐╝æ]Ą─ę“╦žŻ║
Ż©1Ż®ÖC┼_«a(ch©Żn)─▄žō║╔
Ż©2Ż®ėåå╬┼·┴┐Ż©┤¾┼·┴┐Ż║╚ń5Tęį╔ŽŻ¼ąĪ┼·┴┐Ż║╚ń5TęįŽ┬Ż®
Ż©3Ż®ėåå╬«a(ch©Żn)ŲĘ┼Ų╠¢ī”æ¬Ą─╣ż╦ćģóöĄ(sh©┤)Ż©┐╔▀xÖC┼_Īó░Ó«a(ch©Żn)Ż®
Ż©4Ż®ÖC┼_«öŪ░ĀŅæB(t©żi)Ż©š²│ŻŻ┐ŠSą▐Ż┐Ż®
½@╚ĪūŅā×(y©Łu)ÖC┼_╦ŃĘ©Ż║
Ż©1Ż®│ŻęÄ(gu©®)ĘĮĘ©Ż¼╝┤Ė∙ō■(j©┤)╔Ž├µ╠ߥĮĄ─╝s╩°ę“╦žŻ¼Č©┴x│÷½@╚ĪūŅā×(y©Łu)ÖC┼_Ą─ęÄ(gu©®)ätŻ¼į┌┤╦▓╗▓╔ė├┤╦ĘĮĘ©Ż¼įŁę“Ż║ó┘╗∙ĄAöĄ(sh©┤)ō■(j©┤)▓╗═Ļ╔ŲŻ¼╔§ų┴ėąš`Ż╗ó┌ę╗ą®╝s╩°ę“╦ž║▄ļy├Ķ╩÷╗“īŹ¼F(xi©żn)Ż¼╚ńėåå╬┼·┴┐Ż¼īóČÓ┤¾┼·┴┐Ż©>5TŻ┐Ż®Ą─ėåå╬Ę┼╚ļ┤¾ÖCŻ¼ČÓ┤¾┼·┴┐Ż©<5TŻ┐Ż®Ą─ėåå╬Ę┼╚ļąĪÖC║Ž▀mŻ┐Ė∙ō■(j©┤)ėåå╬┼·┴┐┐╝æ]┤¾ąĪÖCŻ¼æ¬įō╩Ūį┌ę╗Č╬Ģrķgā╚(n©©i)▀MąąäØĘųĄ─Ż©▀Ćꬊ∙║ŌÖC┼_Ą─«a(ch©Żn)─▄Ż®Ż¼į┌ėåå╬ī¦╚ļĢrę¬┐╝æ]ėåå╬┼·┴┐Ż¼į┌╣żå╬║Ž▓ó/ĘųĮŌĢrę▓ę¬┐╝æ]┼·┴┐ĪŻ
Ż©2Ż®īW┴ĢŽ“┴┐┴┐╗»Ż©LVQŻ®╔±Įø(j©®ng)ŠW(w©Żng)ĮjŻ¼įöęŖĪČLVQ╔±Įø(j©®ng)ŠW(w©Żng)Įjæ¬ė├ė┌APSā×(y©Łu)╗»┼┼│╠.docĪĘŻ¼ā×(y©Łu)ä▌Ż║ó┘╗∙ĄAöĄ(sh©┤)ō■(j©┤)▓╗═Ļ╔ŲŻ¼ī”▀\╦ŃĮY╣¹ė░Ēæ▓╗┤¾Ż¼Ę┤▀^üĒėąų·ė┌┤┘╩╣ŽÓĻP╚╦åT═Ļ╔Ų╗∙ĄAöĄ(sh©┤)ō■(j©┤)Ż╗ó┌╔±Įø(j©®ng)ŠW(w©Żng)ĮjĄ─╠ž³cŻ║Š▀ėąūįīW┴Ģ╣”─▄Ż¼═©▀^ī”▀^╚źĄ─Üv╩ĘöĄ(sh©┤)ō■(j©┤)Ą─īW┴ĢŻ¼ė¢ŠÜ│÷ę╗éĆŠ▀ėąÜw╝{╚½▓┐öĄ(sh©┤)ō■(j©┤)Ą─╠žČ©Ą─╔±Įø(j©®ng)ŠW(w©Żng)ĮjŻ¼ūįīW┴Ģ╣”─▄ī”ė┌ŅA£yėą╠žäeųžę¬Ą─ęŌ┴xĪŻó█īW┴ĢŽ“┴┐┴┐╗»Ż©LVQŻ®╔±Įø(j©®ng)ŠW(w©Żng)Įj╩Ūį┌▒O(ji©Īn)ČĮĀŅæB(t©żi)Ž┬ī”ĖéĀÄīė▀Mąąė¢ŠÜĄ─ę╗ĘNīW┴Ģ╦ŃĘ©ĪŻLVQ╔±Įø(j©®ng)ŠW(w©Żng)Įję╗░Ńėąā╔īėŻ║Ą┌ę╗īė╩ŪĖéĀÄīėŻ╗Ą┌Č■īė╩ŪīóĖéĀÄīėĄ─ĘųŅÉĮY╣¹é„▀fĄĮė├æ¶Č©┴xĄ──┐ś╦ĘųŅÉ╔ŽĪŻĖéĀÄīėūįäėīW┴Ģī”▌ö╚ļŽ“┴┐▀MąąĘųŅÉĪŻ
Ż©3Ż®LVQ─Żą═ĮYśŗŻ║ó┘▌ö╚ļŻ║ėåå╬┼·┴┐Ż╗«a(ch©Żn)ŲĘ┼Ų╠¢Ż╗ó┌▌ö│÷Ż║ÖC┼_
½@╚ĪūŅā×(y©Łu)ÖC┼_▓┘ū„▓Į¾EŻ║
Ż©1Ż®Į©┴óśė▒ŠÄņŻ║į┌┤²┼┼╣żå╬Įń├µųąŻ¼ė╔┼┼│╠Ĥ╚╦×ķųĖČ©ūŅā×(y©Łu)ÖC┼_Ż¼į┌APS┼┼│╠ėŗ╦ŃĢrŻ¼ŽĄĮy(t©»ng)ūįäėėøõøĖ„«a(ch©Żn)ŲĘ┼Ų╠¢Ą─ą┼ŽóŻ©«a(ch©Żn)ŲĘ┼Ų╠¢ĪóėŗäØųž┴┐ĪóÖC┼_Ż®ĄĮśė▒ŠÄņĪŻ
Ż©2Ż®Č©Ų┌Ż©«öśė▒ŠöĄ(sh©┤)ō■(j©┤)▀_ĄĮĮ©┴óę╗éĆėąą¦śė▒Š╝»ĢrŻ¼╗“śė▒ŠÄņųą┤µį┌Ųµ«ÉöĄ(sh©┤)ō■(j©┤)Ż¼╚ń─│ÖC┼_═Żė├Ż¼į÷╝ėą┬Ą─ÖC┼_Ż®ė¢ŠÜŠW(w©Żng)Įj─Żą═Ż¼▓ó▒Ż┤µ─Żą═ĮYśŗĪŻ
Ż©3Ż®Ė∙ō■(j©┤)ė¢ŠÜ║├Ą──Żą═Ż¼į┌ėåå╬ī¦╚ļ╗“╣żå╬║Ž▓ó/ĘųĮŌĢrūįäė½@╚ĪūŅā×(y©Łu)ÖC┼_ĪŻ
3.1.2 ÖC┼_╩╣ė├žō║╔Ęų╬÷
▀M╚ļAPS▀\╦ŃĮń├µŻ¼³cō¶Ī░«a(ch©Żn)─▄žō║╔Ęų╬÷Ī▒Ż¼┐╔’@╩ŠĖ„ÖC┼_7╠ņā╚(n©©i)Ą─╩╣ė├žō║╔ŪķørŻ¼═¼Ģr’@╩ŠįōÖC┼_Ą─š²│Ż«a(ch©Żn)─▄ŪķørĪŻ
ėŗ╦ŃĘĮĘ©Ż║Ė„ÖC┼_ĘųĮMŪ¾║═Ż¼į┘│²ęįŽÓæ¬ÖC┼_å╬╬╗Ģrķgā╚(n©©i)Ą─«a(ch©Żn)─▄Ż©T/hŻ¼ė╔įōÖC┼_Ą─░Ó«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)Ą├ĄĮŻ®ĪŻ
Ė∙ō■(j©┤)Ė„ÖC┼_╔Ž«a(ch©Żn)─▄žō║╔ŪķørŻ¼▒žę¬Ģr┼┼│╠Ĥę¬ī”─│ą®ÖC┼_╔ŽĄ─╣żå╬ū÷▐DÖC┼_š{(di©żo)š¹Ż¼╝┤ą▐Ė─╣żå╬Ą─ūŅā×(y©Łu)ÖC┼_Ż¼ęį▒ŻūCĖ„ÖC┼_╔Ž«a(ch©Żn)─▄▀_ĄĮŽÓī”Š∙║ŌĪŻ
3.1.3 ÖC┼_╔Ž╣żå╬ą“┴ą╗»
Ż©1Ż®īó╣żå╬Ęų×ķā╔ŅÉŻ║1Ż®ėŗäØĮ╗Ų┌į┌7╠ņā╚(n©©i)Ż╗2Ż®ėŗäØĮ╗Ų┌į┌7╠ņ═ŌĪŻ
Ż©2Ż®ī”ė┌7╠ņā╚(n©©i)Ą─╣żå╬Ż¼ĘųäeĄ├ĄĮĖ„╠ņĄ─╣żå╬╝»║ŽŻ¼ĖF┼eĄ├ĄĮ╦∙ėąĄ─┼┼┴ąĮM║ŽŻ¼Ė∙ō■(j©┤)ŪÕÖC▐D«a(ch©Żn)│╔▒ŠūŅĄ═įŁätŻ¼Ą├ĄĮūŅā×(y©Łu)╣żå╬ą“┴ąĪŻ
Ż©3Ż®ī”ė┌7╠ņ═ŌĄ─╣żå╬Ż¼ätų„ę¬┐╝æ]ėŗäØĮ╗Ų┌Ż¼Ą├ĄĮ╣żå╬ą“┴ąĪŻ
3.1.4 ½@╚Ī╣żå╬ūŅā×(y©Łu)┬▌ŚU
ī”3.1.3ėąĄ─ą“╣żå╬▀Mąąš²┼┼«a(ch©Żn)Ż¼┼┼«a(ch©Żn)Ģrę¬ūóęŌŻ║
Ż©1Ż®ūŅā×(y©Łu)┬▌ŚUĄ─┤_Č©įŁätŻ║1Ż®╚ń╣¹ī┘ė┌A╝ēŪÕÖCŻ¼ätąĶę¬ōQ┬▌ŚUŻ¼Ę±ät▓╗ė├ōQĪŻA╝ēŪÕÖCĄ─┼ąöÓś╦£╩Ż║Ė∙ō■(j©┤)▓╗═¼╗∙┴Ž║═▓╗═¼«a(ch©Żn)ŲĘŠĆ▐D«a(ch©Żn)üĒ┼ąöÓŻ¼╚Īā╔š▀ųą╝ēäeūŅĖ▀Ą─ĪŻ2Ż®ōQ┬▌ŚUĢrę¬ūóęŌįō┬▌ŚUėąø]ėą▒╗Ųõ╦³ÖC┼_š╝ė├ĪŻ
Ż©2Ż®Ą┌ę╗éĆ┤²┼┼╣żå╬Ą─ķ_╩╝Ģrķg┤_Č©Ż║įōÖC┼_╔ŽĄ─ūŅ║¾ę╗éƵiČ©╣żå╬Ą─ĮY╩°Ģrķg╚ń╣¹═Ēė┌«öŪ░ĢrķgĄ─Ą┌Č■╠ņ0:00Ż¼ätĢrķg×ķįōµiČ©╣żå╬Ą─ĮY╩°ĢrķgŻ¼Ę±ät×ķĄ┌Č■╠ņĄ─0:00ĪŻ
Ųõ╦³┤²┼┼╣żå╬Ą─ķ_╩╝Ģrķg×ķŪ░ę╗éĆ╣żå╬Ą─ĮY╩°ĢrķgĪŻ
Ż©3Ż®Ė∙ō■(j©┤)╣żå╬Ą─«a(ch©Żn)ŲĘ┼Ų╠¢ĪóÖC┼_Īó┬▌ŚUŻ¼╚ĪĄ├░Ó«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)Ż¼▀Mąąš²┼┼ėŗ╦ŃĪŻ
šf├„Ż║Ż©1Ż®īŻė├┬▌ŚUå¢Ņ}Ż¼▒žĒÜā×(y©Łu)Ž╚┐╝æ]Ż╗
Ż©2Ż®×ķ┴╦╠ßĖ▀▀\╦Ń╦┘Č╚Ż¼APS▀\╦ŃĢrŻ¼┼┼│╠Ĥų╗─▄ī”ī┘ė┌ūįęč«a(ch©Żn)ŲĘŠĆĄ─ÖC┼_▀Mąą┼┼│╠ėŗ╦ŃĪŻ
┼┼«a(ch©Żn)ĮY╣¹Ż║×ķ╩ął÷Įo┐═æ¶╠ß╣®£╩┤_Ą─┤Å═Į╗Ų┌╠ß╣®ę└ō■(j©┤)Ż╗×ķ╬’┴ŽąĶŪ¾ėŗ╦Ń╠ß╣®ę└ō■(j©┤)ĪŻ
3.1.5 ╬’┴ŽąĶŪ¾ėŗ╦Ń║═ėÓ┴┐Įy(t©»ng)ėŗ
APS┼┼«a(ch©Żn)ĮY╣¹Ż¼ŅA╣└│÷Ė„╣żå╬Š▀¾wĄ─ķ_╩╝╔·«a(ch©Żn)Ģrķg║═ĮY╩°ĢrķgŻ¼═¼ĢrĖ∙ō■(j©┤)BOMŻ©╝╝ągBOM║═╔·«a(ch©Żn)BOMŻ®Ż¼Ęųäe░┤╠ņ║═░┤╣żå╬▀Mąą╬’┴ŽąĶŪ¾ėŗ╦ŃŻ¼▓óĘųäeĄ├ĄĮīóüĒĖ„╠ņĄ─Äņ┤µėÓ┴┐ĪŻ
Įy(t©»ng)ėŗĮY╣¹Ż║Ż©1Ż®×ķ╬’┐žÄ¤▀Mąą╚š│Żšł┘Å╠ß╣®ę└ō■(j©┤)Ż╗
Ż©2Ż®×ķ┼õĘĮåTš{(di©żo)š¹╔·«a(ch©Żn)┼õĘĮ╠ß╣®ę└ō■(j©┤)Ż╗
Ż©3Ż®×ķ┼┼│╠Ĥš{(di©żo)š¹╔·«a(ch©Żn)ėŗäØ╠ß╣®ę└ō■(j©┤)ĪŻ
3.1.6 24ąĪĢr╣żå╬µiČ©
╔·«a(ch©Żn)ėŗäØ╬’┴ŽįuīÅ═©▀^║¾Ż¼┐╔³cō¶Ī░24ąĪĢr╣żå╬µiČ©Ī▒░┤ŌoŻ¼īŹ¼F(xi©żn)ī”┼┼«a(ch©Żn)ķ_╩╝Ģrķgį┌Ą┌Č■╠ņ0:00ĄĮ24:00╣żå╬▀MąąµiČ©ĪŻ
µiČ©ĮY╣¹Ż║1Ż®µiČ©╣żå╬▓╗į┘ģó┼cAPS┼┼«a(ch©Żn)Ż╗
2Ż®Ž┬▀_╬’┴Ž┼õ╦═ėŗäØ║═ŽÓĻPųĖ┴ŅĪŻ
šf├„Ż║1Ż®│²ī”24ąĪĢrā╚(n©©i)╣żå╬▀MąąµiČ©═ŌŻ¼┼┼│╠Ĥ┐╔Ė∙ō■(j©┤)īŹļHŪķørī”å╬éĆ╣żå╬▀Mąą╩ų╣żµiČ©Ż©╩ų╣żµiČ©ĢrąĶ│õĘų┐╝æ]įŁ▓─┴ŽėÓ┴┐Ż®Ż¼µiČ©Ą─╣żå╬▓╗ģó┼c┼┼│╠▀\╦ŃŻ©╚ń╣¹ąĶę¬ųžą┬ģó┼c┼┼│╠▀\╦ŃŻ¼ätąĶ╩ų╣żĮŌµiųĖČ©╣żå╬Ż®ĪŻ
2Ż®ĘŪų„╣▄╝ēÖÓŽ▐▓╗─▄ī”24ąĪĢrā╚(n©©i)µiČ©╣żå╬▀MąąĮŌµiĪŻ
3.1.7 ėŗäØūāĖ³
ūāĖ³░³└©ėŗäØį÷╝ėĪóėŗäØ£p╔┘ĪóėŗäØ╚ĪŽ¹ĪóŠo╝▒▓Õå╬Īó╔·«a(ch©Żn)┼õĘĮūāĖ³ĪŻ
1Ż®ī”ė┌▓Õå╬Ż¼į┌┼┼«a(ch©Żn)╣▄└ĒĮń├µųąŻ¼Ž╚ųĖČ©ę╗éĆ╣żå╬Ż¼į┘³cō¶Ī░▓Õå╬Ī▒Ż¼ÅŚ│÷▀xō±╣żå╬Įń├µŻ©Ė∙ō■(j©┤)ā×(y©Łu)▀xÖC┼_Ż¼┴ą▒Ēųą’@╩ŠįōÖC┼_╔ŽĄ─╦∙ėą┤²┼┼╣żå╬Ż®Ż¼ųĖČ©╣żå╬Ż¼═¼ĢrįOų├▓Õå╬Ą─╬╗ų├║¾Ż¼īó╣żå╬▓Õ╚ļĄĮµiČ©╣żå╬┴ą▒ĒųąŻ¼³cō¶Ī░▒Ż┤µĪ▒Ż¼ėøõø▓Õå╬╚šųŠŻ╗
2Ż®ėŗäØį÷╝ė/ėŗäØ£p╔┘Ż¼▐DÖC┼_╔·«a(ch©Żn)Ż¼ų▒Įėį┌Įń├µ╔Ž▓┘ū„Ż╗
šf├„Ż║ėŗäØūāĖ³Ż©ų„ę¬ßśī”ėŗäØį÷╝ėĪóŠo╝▒▓Õå╬Ż®ĢrąĶųžą┬▀MąąįuīÅ╬’┴ŽĪŻ
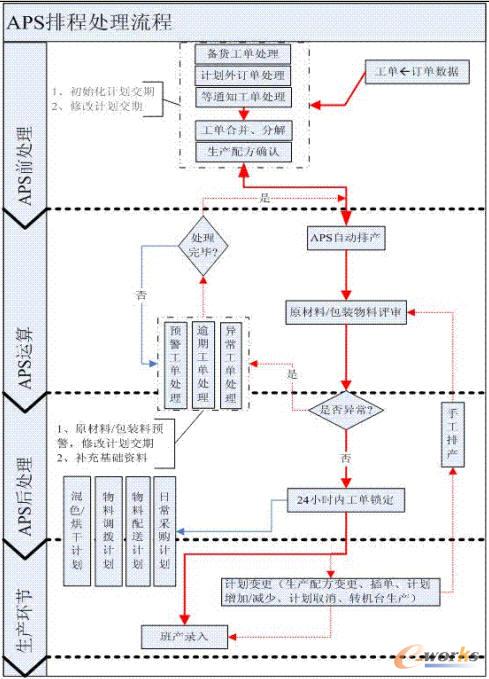
4ĪóAPSĖ▀╝ē┼┼│╠ŽĄĮy(t©»ng)┴„│╠
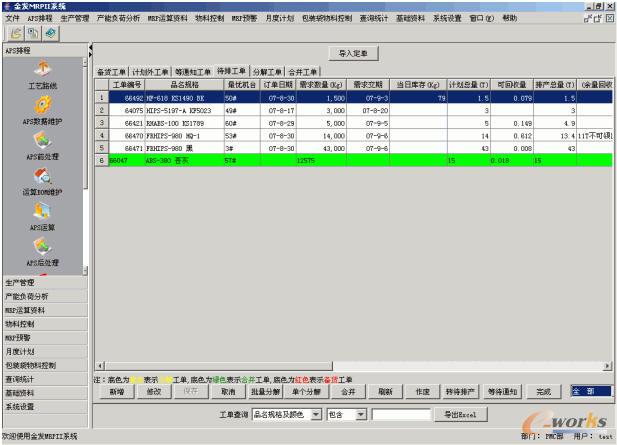
5Īóų„ę¬Įń├µ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦Ņ}Ż║═ž▓ĮAPSĖ▀╝ēėŗäØ┼┼│╠ŽĄĮy(t©»ng)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/news/1051523443.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")