1 ūįäėöĄ(sh©┤)┐žŠÄ│╠Ą─£╩(zh©│n)éõ╣żū„
£╩(zh©│n)éõ╣żū„ų„ę¬░³└©╣ż╝■ū°ś╦(bi©Īo)ŽĄĪóī”ĄČ³c┼cōQĄČ³cĄ─┤_Č©Ż¼╣ż╝■ū°ś╦(bi©Īo)ŽĄ┴Ń³cŠ═╩ŪŠÄ│╠┴Ń³cĪŻį┌╝ė╣żŠÄ│╠ųąŻ¼×ķ┴╦╩╣╣ż╦ć╗∙£╩(zh©│n)┼cįO(sh©©)ėŗ╗∙£╩(zh©│n)▒Ż│ųę╗ų┬ĪŻ╚~▌å╝ė╣żĄ─ļy³cų„ę¬¾w¼F(xi©żn)į┌ęįŽ┬╚²³cŻ║(1)š¹éĆ╚~▌å░³└©┴╦6éĆ╚~Ų¼Ż¼╚~Ų¼ŽÓÓÅĄ─┐šķg¬MąĪŻ¼╝ė╣żĢrĄČŠ▀╚▌ęū║═▒╗╝ė╣żĄ─╚~Ų¼ęį╝░ŽÓÓÅĄ─Ą─╚~Ų¼░l(f©Ī)╔·Ė╔╔µŻ╗(2)╚~Ų¼×ķ▒Ī▒┌ĮY(ji©”)śŗ(g©░u)Ż¼Ūę×ķĘŪ┐╔š╣┼żŪ·ų▒╝y├µŻ¼ą╬ĀŅŽÓī”▒╚▌^Å═(f©┤)ļsŻ╗(3)Æü╬’├µ║═φ96Ą─łAų∙╔Ž▒Ē├µĄ─▀BĮė▓╗╩Ū║åå╬Ą─łA╗Ī▀BĮėŻ¼ėąę╗“Ž┬░╝”▓┐ĘųŻ¼┼cXĘĮŽ“ėą6°ŖAĮŪŻ¼ę▓ąĶę¬└¹ė├╬Õ▌S┬ō(li©ón)äė╝ė╣żüĒ═Ļ│╔ĪŻė╔ė┌┴Ń╝■Ą─╝ė╣żę¬╔µ╝░ĄĮ╬Õ▌S╝ė╣żŻ¼ę“┤╦ąĶę¬ĮĶų·CAD/CAM▄ø╝■üĒ╔·│╔öĄ(sh©┤)┐ž│╠ą“Ż¼▒Š╬─▓╔ė├Mastercam X7▄ø╝■üĒ═Ļ│╔ĪŻį┌╚~▌åĄ─╝ė╣żįO(sh©©)éõ╔Ž▀xė├å╬╬╗ūįėąĄ─┼õėąHeidenhain TNC530öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ą─╬Õ▌S╝ė╣żųąą─Ż¼įōÖC┤▓─▄īŹ¼F(xi©żn)XĪóYĪóZĪóAĪóC╬Õ▌S┬ō(li©ón)äėŻ¼Š▀¾wĄ─╣żū„ąą│╠ģóöĄ(sh©┤)×ķŻ║X▌S730mm┐vŽ“ĪóY▌S560mmÖMŽ“Ż╗Z▌S560mm┤╣Ž“Ż¼A▌S(╣żū„┼_ö[äė)-110°Ī½120°Ż¼C▌S(╣żū„┼_ą²▐D(zhu©Żn))360°ĪŻÅ─▀@ą®ģóöĄ(sh©┤)┐╔ęį┐┤│÷įōÖC┤▓─▄ä┘╚╬š¹¾w╚~▌å╝ė╣żĄ─╚╬äš(w©┤)ĪŻ
2 MasterCAMĄ─öĄ(sh©┤)┐ž╝ė╣ż╣”─▄┼cæ¬(y©®ng)ė├
2.1 ┴Ń╝■Ą─Äū║╬Į©─Ż
Į©┴ó┴Ń╝■Ą─Äū║╬─Żą═╩ŪīŹ¼F(xi©żn)öĄ(sh©┤)┐ž╝ė╣żĄ─╗∙ĄA(ch©│)Ż¼MasterCAM╦─┤¾─ŻēKųąĄ─╚╬║╬ę╗éĆ─ŻēKČ╝Š▀ėą▀MąąČ■ŠS╗“╚²ŠSĄ─įO(sh©©)ėŗ╣”─▄Ż¼Š▀ėą▌^ÅŖ(CAD)└LłD╣”─▄ĪŻ┐╔ęį▀\ė├Design─ŻēKĮ©─ŻŻ¼ę▓┐╔ęįĖ∙ō■(j©┤)╝ė╣żę¬Ū¾╩╣ė├Mill─ŻēKĪóLathe─ŻēK║═Wire─ŻēKų▒ĮėĮ©─ŻŻ¼į┌▀Mąą┴Ń╝■Ą─Į©─ŻĢrŻ¼¤oąĶ«ŗ│÷š¹éĆ┴Ń╝■Ą──Żą═üĒŻ¼ų╗ąĶꬫŗ│÷Ųõ╝ė╣ż▓┐ĘųĄ─▌å└¬ŠĆ╝┤┐╔Ż¼╝ė╣ż│▀┤ńĪóą╬╬╗╣½▓Ņ╝░┼õ║Ž╣½▓Ņ┐╔ęį▓╗ś╦(bi©Īo)│÷Ż¼▀@śė╝╚╣Ø(ji©”)╩ĪĮ©─ŻĢrķgŻ¼ėų─▄ØMūŃöĄ(sh©┤)┐ž╝ė╣żĄ─ąĶ꬯╗Į©─ŻĢrŻ¼æ¬(y©®ng)Ė∙ō■(j©┤)┴Ń╝■Ą─īŹļH│▀┤ńüĒ└LųŲŻ¼ęį▒ŻūCėŗ╦Ń╔·│╔Ą─ĄČŠ▀┬ĘÅĮū°ś╦(bi©Īo)Ą─š²┤_ąįŻ╗▓ó┐╔īó▓╗═¼Ą─╝ė╣ż╣żą“Ęųäe└LųŲė┌▓╗═¼Ą─łDīėā╚(n©©i)Ż¼└¹ė├MasterCAMųąłDīėĄ─╣”─▄Ż¼į┌┤_Č©ĄČŠ▀┬ĘÅĮĢrŻ¼╝ėęįš{(di©żo)ė├╗“ļ[▓žĪŻęį▀xō±╝ė╣żąĶꬥ─▌å└¬ŠĆĪŻ
2.2 ┴Ń╝■Ą──ŻöMöĄ(sh©┤)┐ž╝ė╣ż
įO(sh©©)ų├║├ĄČŠ▀╝ė╣ż┬ĘÅĮ║¾Ż¼└¹ė├MasterCAMŽĄĮy(t©»ng)╠ß╣®Ą─┴Ń╝■╝ė╣ż─ŻöM╣”─▄Ż¼─▄ē“ė^▓ņŪąŽ„╝ė╣żĄ─▀^│╠Ż¼┐╔ė├üĒÖz£y╣ż╦ćģóöĄ(sh©┤)Ą─įO(sh©©)ų├╩Ūʱ║Ž└ĒŻ¼┴Ń╝■į┌öĄ(sh©┤)┐žīŹļH╝ė╣żųą╩Ūʱ┤µį┌Ė╔╔µŻ¼įO(sh©©)éõĄ─▀\ąąäėū„╩Ūʱš²┤_Ż¼īŹļH┴Ń╝■╩ŪĘ±Ę¹║ŽįO(sh©©)ėŗę¬Ū¾ĪŻ═¼Ģrį┌öĄ(sh©┤)┐ž─ŻöM╝ė╣żųąŻ¼ŽĄĮy(t©»ng)Ģ■Įo│÷ėąĻP(gu©Īn)╝ė╣ż▀^│╠Ą─ł¾ĖµĪŻ▀@śė┐╔ęįį┌īŹļH╔·«a(ch©Żn)ųą╩Ī╚źįćŪąĄ─▀^│╠Ż¼┐╔ĮĄĄ═▓─┴ŽŽ¹║─Ż¼╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩ĪŻ
2.3 ╔·│╔öĄ(sh©┤)┐žųĖ┴Ņ┤·┤a╝░│╠ą“é„▌ö
═©▀^ėŗ╦ŃÖC─ŻöMöĄ(sh©┤)┐ž╝ė╣żŻ¼┤_šJ(r©©n)Ę¹║ŽīŹļH╝ė╣żę¬Ū¾ĢrŻ¼Š═┐╔ęį└¹ė├MasterCAMĄ─║¾ų├╠Ä└Ē│╠ą“üĒ╔·│╔NCI╬─╝■╗“NCöĄ(sh©┤)┐ž┤·┤aŻ¼MasterCAMŽĄĮy(t©»ng)▒Š╔Ē╠ß╣®┴╦░┘ėÓĘN║¾ų├╠Ä└ĒPST│╠ą“ĪŻī”ė┌▓╗═¼Ą─öĄ(sh©┤)┐žįO(sh©©)éõŻ¼ŲõöĄ(sh©┤)┐žŽĄĮy(t©»ng)┐╔─▄▓╗▒MŽÓ═¼Ż¼▀xė├Ą─║¾ų├╠Ä└Ē│╠ą“ę▓Š═ėą╦∙▓╗═¼ĪŻī”ė┌Š▀¾wĄ─öĄ(sh©┤)┐žįO(sh©©)éõŻ¼æ¬(y©®ng)▀xė├ī”æ¬(y©®ng)Ą─║¾ų├╠Ä└Ē│╠ą“Ż¼║¾ų├╠Ä└Ē╔·│╔Ą─NCöĄ(sh©┤)┐ž┤·┤aĮø(j©®ng)▀m«ö(d©Īng)ą▐Ė─║¾╚ń─▄Ę¹║Ž╦∙ė├öĄ(sh©┤)┐žįO(sh©©)éõĄ─ę¬Ū¾Ż¼Š═┐╔ęį▌ö│÷ĄĮöĄ(sh©┤)┐žįO(sh©©)éõŻ¼▀MąąöĄ(sh©┤)┐ž╝ė╣ż╩╣ė├ĪŻ
3 ╝ė╣ż▀^│╠
Ė∙ō■(j©┤)┴Ń╝■Ą─│▀┤ńę¬Ū¾Ż¼▀xė├ų▒ÅĮ×ķ100mmĖ▀Č╚×ķ76mmĄ─░¶┴Žū„×ķ├½┼„Ż¼ĘųęįŽ┬ÄūĄ└╣żą“▀Mąą╝ė╣żĪŻ
╣żą“ę╗Ż║▀\ė├╚²ū”ŖA│ų░¶┴ŽŽ┬Č╦├µŻ¼▓╔ė├φ12Ą─ė▓┘|(zh©¼)║ŽĮ┴óŃŖĄČ╚ź│²░¶┴Ž╔ŽČ╦Ą─ų„ę¬ėÓ┴┐ĪŻį┌▀@ę╗╣żą“Ą─╝ė╣żųą▓╔ė├Mastercam X7Ą─“Ė▀╦┘Ū·├µ╝ė╣ż”ĘĮ╩ĮŻ¼▀@ĘNĘĮ╩Įė├┴óŃŖĄČ░┤Ą╚Ė▀├µę╗īėę╗īėĄžŃŖŽ„Ż¼īė┼cīėų«ķgĄ─Ė▀Č╚×ķ2mmŻ¼╝ė╣żą¦┬╩▌^Ė▀ĪŻį┌▀@ę╗╣żą“ųąų„▌S▐D(zhu©Żn)╦┘S┐╔ęįįO(sh©©)×ķ6000r/minŻ¼▀MĮo╦┘Č╚F3000mm/minŻ¼╝ė╣ż║¾Ą├ĄĮ“╠▌╠’┼_ļA”ą╬ĀŅĪŻ
╣żą“Č■Ż║īó╔Žę╗╣żą“Ą├ĄĮĄ─▓┐Ęų“╠▌╠’┼_ļA”ŃŖĄ¶Ż¼╩╣Ū·├µĮėĮ³└ĒšōŪ·├µĪŻį┌▀@ę╗╣żą“Ą─╝ė╣żųąę└╚╗▓╔ė├φ12Ą─┴óŃŖĄČŻ¼Ą½ų„ę¬└¹ė├┴óŃŖĄČĄ─é╚(c©©)╚ą▀Mąą╝ė╣żŻ¼▓óŪę▌^╔Žę╗Ą└╣żą“ų„▌S▐D(zhu©Żn)╦┘▒Ż│ų▓╗ūāŻ¼īó▀MĮo╦┘Č╚Ė─×ķ1000mm/minŻ¼└¹ė├Mastercam X7Ą─“čž▀ģ╬Õ▌S╝ė╣ż”ĘĮ╩Į▀Mąą╝ė╣żŻ¼ūŅ║¾Ą├ĄĮ“łA┼_”ą╬ĀŅĪŻ
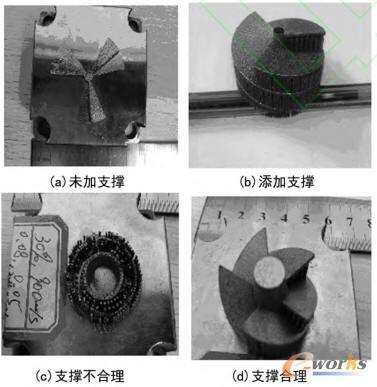
╣żą“╚²Ż║╝ė╣żÆü╬’├µ║═φ96Ą─łAų∙╔Ž▒Ē├µĄ─▀BĮė├µŻ¼įō▀BĮė├µ▓╗╩Ū║åå╬Ą─łA╗Ī▀^Č╔Ż¼ėąę╗“Ž┬░╝”▓┐ĘųŻ¼┼cXĘĮŽ“ėą6°ŖAĮŪŻ«ąĶę¬└¹ė├╬Õ▌S┬ō(li©ón)äė╝ė╣ż▓┼─▄▀_(d©ó)ĄĮ│▀┤ńę¬Ū¾ĪŻ╝ė╣żĢrA▌SĮŪČ╚╗∙▒Š▒Ż│ųį┌84°Ż¼▓óĖ∙ō■(j©┤)╝ė╣żąĶę¬▀Mąą╬óąĪš{(di©żo)š¹Ż¼┼õ║ŽXĪóYĪóZ║═C▌S▀Mąą┬ō(li©ón)äė╝ė╣żĪŻ╝ė╣żĢrąĶę¬▓╔ė├φ8R4Ą─ė▓┘|(zh©¼)║ŽĮŪ“Ņ^ĄČŻ¼▓ó└¹ė├Masteream X7Ą─“ā╔Ū·ŠĆĄ─Øuūā”ĘĮ╩Į▀Mąą╝ė╣żĪŻįō╝ė╣żĘĮ╩Į▀xĒŚ╬╗ė┌“ĄČ┬Ę”/“ČÓ▌SĄČ┬Ę”Ą─╝ē┬ō(li©ón)▓╦å╬ųąŻ¼Š▀¾wĄ─╝ė╣żĄ─ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)įO(sh©©)ų├į┌“ČÓ▌SĄČ┬Ę——ā╔Ū·ŠĆų«ķgØuūā”ī”įÆ┐“ųąįO(sh©©)ų├ĪŻŽ┬├µŠ═ĻP(gu©Īn)µIĄ─Äū▓Į▀Mąąšf├„Ż║(1)“ŪąŽ„ĘĮ╩Į”įO(sh©©)ų├ųąėą“ŠÄ▌ŗŪ·ŠĆ”Ö┌ę¬▀xō±ā╔ĮMŪ·ŠĆŻ«Ą┌ę╗ĮMę¬▀xō±Æü╬’├µŻ¼Ą┌Č■ĮM▀xō±φ96Ą─łAų∙╔Ž▒Ē├µĪŻ(2)“ĄČŠ▀▌SŽ“┐žųŲ”ųąĄ─“▌ö│÷Ė±╩Į”ę¬▀xō±╬Õ▌SŻ¼“Ū░āAĮŪĘĮŽ“”įO(sh©©)×ķ10°Ż¼“é╚(c©©)āAĮŪŪąŽ„ĘĮŽ“”įO(sh©©)×ķ90°ĪŻ│²ęį╔ŽÄū▓ĮąĶę¬▀Mąą╠žäeįO(sh©©)ų├Ż¼Ųõ╦¹┐╔ęį▀xė├─¼šJ(r©©n)ųĄĪŻ
╣żą“╦─Ż║▀Mąą╚~Ų¼┤ų╝ė╣żŻ¼▀@ę╗╣żą“ąĶę¬╬Õ▌S┬ō(li©ón)äėüĒ▀Mąą╝ė╣żŻ¼╝ė╣żųąę└╚╗▓╔ė├φ8R4Ą─Ū“Ņ^ĄČŻ¼▀\ė├Mastercam X7Ą─“ČÓ▌SĄČ┬Ę”ųąĄ─“╚~Ų¼īŻ╝ę”▀Mąą╝ė╣żŻ¼Š▀¾wĄ─╝ė╣żĄ─ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)į┌“ČÓ▌SĄČ┬Ę——╚~Ų¼īŻ╝ę”ī”įÆ┐“ųąįO(sh©©)ų├ĪŻÄūéĆĻP(gu©Īn)µIģóöĄ(sh©┤)įO(sh©©)ų├╚ńŽ┬Ż║“ŪąŽ„ĘĮ╩Į”─ŻēKĄ─“╝ė╣żĘĮ╩Į”▀x×ķ┤ų╝ė╣żŻ¼“┼┼ą“ĘĮ╩Į”▀xō±“ļpŽ“Ż¼ė╔Ū░▀ģŠēķ_╩╝”ęį╠ßĖ▀╝ė╣żĄ─ą¦┬╩Ż║į┌“Č©┴xĮM╝■”─ŻēKųą“╚~Ų¼”▀xō±ā╔ŽÓÓÅĄ─╚~Ų¼Ż¼“▌å▌×”▀xō±äé▀xųąĄ─ā╔ŽÓÓÅ╚~Ų¼Ą─ųąķgģ^(q©▒)ė“Ż¼▓óŪęįO(sh©©)ų├“ĘųČ╬öĄ(sh©┤)┴┐”×ķ6ĪŻŲõ╦¹ģóöĄ(sh©┤)┐╔ęį▀xō±─¼šJ(r©©n)Ż¼Š═┐╔│÷│╠ą“═Ļ│╔┤ų╝ė╣żĪŻ
╣żą“╬ÕŻ║╚~Ų¼Ēö▓┐ģ^(q©▒)ė“Ą─Æü╬’ŠĆŪ·├µŠ½╝ė╣żŻ¼▀@└’ų╗ąĶę¬Ųš═©Ą─╚²▌S┬ō(li©ón)äėŠ═┐╔īŹ¼F(xi©żn)ĪŻ▓╔ė├Mastercam X7Ą─“ĄČ┬Ę”-“Ū·├µŠ½╝ė╣ż”-“┴„ŠĆ╝ė╣ż”üĒ╔·│╔│╠ą“═Ļ│╔╝ė╣żŻ¼▀@└’▓╔ė├Ą─ĄČŠ▀▀xė├φ8R4Ą─Ū“Ņ^ĄČŻ¼ų„▌S▐D(zhu©Żn)╦┘×ķ6000r/min▀MĮo╦┘Č╚╚Ī×ķ3000mm/minĪŻ
╣żą“┴∙Ż║▀Mąą╚~Ų¼Š½╝ė╣żŻ¼į┌Mastercam x7Ą─“ČÓ▌SĄČ┬Ę”ųą▀xō±“Ū·├µīŹ¾w”▓ó³c▀x“Swaff milling”ĪŻį┌ŽÓæ¬(y©®ng)Ą─ī”įÆ┐“ųąįO(sh©©)ų├╝ė╣żģóöĄ(sh©┤)ĪŻĻP(gu©Īn)µIģóöĄ(sh©┤)įO(sh©©)ų├╚ńŽ┬Ż║“ŪąŽ„ĘĮ╩Į”─ŻēKĄ─“ŪąŽ„Ū·├µ”▀xō±╚~Ų¼é╚(c©©)├µŻ¼“Ąū▓┐Ū·├µ”▀xō±ā╔ŽÓÓÅ╚~Ų¼ų«ķgĄ─▌å▌ׯ╗“Ū·├µ╣½▓Ņ”ųąįO(sh©©)Č©ŪąŽ„╣½▓Ņ×ķ0.1Ż¼ūŅ┤¾ŠÓļx×ķ0.2ĪŻŲõ╦¹ģóöĄ(sh©┤)┐╔ęį▀xō±─¼šJ(r©©n)Ż¼Š═┐╔│÷│╠ą“═Ļ│╔▒ŠĄ└╣żą“Ą─╝ė╣żĪŻ
╣żą“Ų▀Ż║▀Mąą▌å▌ץ─Š½╝ė╣żŻ¼▒ŠĄ└╣żą“Ą─╝ė╣ż│÷│╠ą“Ą─ĘĮĘ©┼c╣żą“╦─▓╔ė├Ą─ĘĮĘ©╗∙▒Šę╗ų▒Ż¼ų╗ąĶę¬į┌“ŪąŽ„ĘĮ╩Į”─ŻēKĄ─“╝ė╣żĘĮ╩Į”īó╣żą“╦─ųąĄ─┤ų╝ė╣żĖ─│╔“Š½ą▐▌å▌×”╝┤┐╔ĪŻ═©▀^ęį╔Ž▓Į¾EūŅĮK═Ļ│╔╚~▌å┴Ń╝■Ą─╝ė╣żĪŻ═©▀^╚²ū°ś╦(bi©Īo)£y┴┐āx£y┴┐įō┴Ń╝■╚~Ų¼Ą─╗ĪČ╚Ż¼Š∙ØMūŃęÄ(gu©®)Č©Ą─ę¬Ū¾ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║š¹¾w╚~▌å╬Õ▌S╝ė╣ż╝╝ąg(sh©┤)æ¬(y©®ng)ė├å¢Ņ}蹊┐
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/solutions/14019319011.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")