Ū░čį
ĪĪĪĪ╬„ķTūėS7—200 PLC╩Ū│¼ąĪą═╗»Ą─PLC,╦³▀mė├ė┌Ė„ąąĖ„śI(y©©)Ż¼Ė„ĘNł÷║ŽųąĄ─ūįäėÖz£yĪó▒O(ji©Īn)£y╝░┐žųŲĄ╚ĪŻS7—200 PIEĄ─ÅŖ┤¾╣”─▄╩╣Ųõ¤ošōå╬ÖC▀\ąą╗“▀B│╔ŠW(w©Żng)ĮjČ╝─▄īŹ¼F(xi©żn)Å═ļsĄ─┐žųŲ╣”─▄ĪŻ
1 ╣żū„įŁ└Ē
ĪĪĪĪÖCąĄ╩ųį┌įŁ³c╬╗Öz£yĄĮ╣ż╝■Ģr░┤åóäė░┤ŌoŻ«Ž┬ĮĄļŖ┤┼ķy═©ļŖŻ«ÖCąĄ╩ųŽ┬ĮĄĪŻŽ┬ĮĄĄĮĄūĢrĪŻ┼÷ĄĮŽ┬Ž▐╬╗ķ_ĻP(gu©Īn)ĪŻŽ┬ĮĄļŖ┤┼ķyöÓļŖŻ¼Ž┬ĮĄ═Żų╣Ż║═¼ĢrĮė═©ŖAŠoļŖ┤┼ķyĪŻÖCąĄ╩ųŖAŠoĪŻŖAŠo║¾ĪŻ╔Ž╔²ļŖ┤┼ķy═©ļŖĪŻÖCąĄ╩ų╔Ž╔²ĪŻ╔Ž╔²ĄĮĒöĢrŻ¼┼÷ĄĮ╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)ĪŻ╔Ž╔²ļŖ┤┼ķyöÓļŖĪŻ╔Ž╔²═Żų╣Ż╗═¼ĢrĮė═©ėęęŲļŖ┤┼ķyŻ«ÖCąĄ╩ųėęęŲĄĮ╬╗ĢrŻ¼┼÷ĄĮėęŽ▐╬╗ķ_ĻP(gu©Īn)Ż¼ėęęŲļŖ┤┼ķyöÓļŖŻ¼ėęęŲ═Żų╣ĪŻ╚¶┤╦Ģrėę╣żū„┼_╔Ž¤o╣ż╝■ĪŻät╣ŌļŖķ_ĻP(gu©Īn)Įė═©ĪŻŽ┬ĮĄļŖ┤┼ķy═©ļŖŻ¼ÖCąĄ╩ųŽ┬ĮĄĪŻŽ┬ĮĄĄĮĄūĢrĪŻ┼÷ĄĮŽ┬Ž▐╬╗ķ_ĻP(gu©Īn)Ż¼Ž┬ĮĄļŖ┤┼ķy═©ļŖĪŻŽ┬ĮĄ═Żų╣Ż«═¼ĢrŖAŠoļŖ┤┼ķyöÓļŖŻ¼ÖCąĄ╩ųĘ┼╦╔ĪŻĘ┼╦╔║¾Ż¼╔Ž╔²ļŖ┤┼ķy═©ļŖŻ¼ÖCąĄ╩ų╔Ž╔²ĪŻ╔Ž╔²ĄĮĒöĢrŻ«┼÷ĄĮū¾Ž▐╬╗ķ_ĻP(gu©Īn)Ż¼ū¾ęŲļŖ┤┼ķyöÓļŖĪŻū¾ęŲ═Żų╣Ż«┤╦ĢrÖCąĄ╩ųĮø(j©®ng)▀^8▓Įäėū„═Ļ│╔ę╗éĆų▄Ų┌Ą─äėū„ĪŻ
2 ▌ö╚ļĪó▌ö│÷Č╦ūėĄ─Ęų┼õ
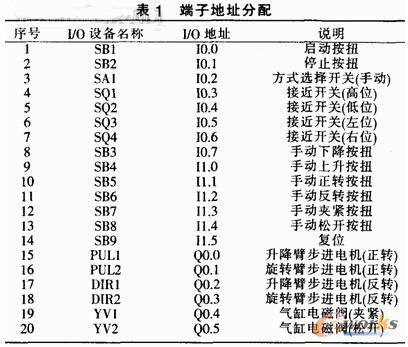
ĪĪĪĪ▒Š╬─Ą─ÖCąĄ╩ų┐žųŲŽĄĮy(t©»ng)╦∙▓╔ė├Ą─┐╔ŠÄ│╠┐žųŲŲ„╩ŪĄ┬ć°╬„ķTūė╣½╦Š╔·«a(ch©Żn)Ą─S7-200CPU214įōÖCąĄ╩ų┐žųŲŽĄĮy(t©»ng)ĪŻę╗╣▓╩╣ė├┴╦14éĆ▌ö╚ļ┴┐ĪŻ6éĆ▌ö│÷┴┐ĪŻČ╦ūėĄžųĘĘų┼õ╚ń▒Ē1╦∙╩ŠĪŻ
3 ūįäė▓┘ū„│╠ą“įOėŗ
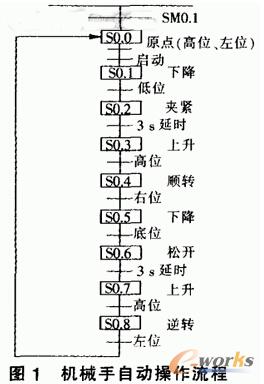
ĪĪĪĪÖCąĄ╩ųūįäė▓┘ū„┴„│╠╚ńłD1╦∙╩ŠĪŻŽ┬ĮĄļŖ┤┼ķy═©ļŖŻ¼ÖCąĄ╩ųŽ┬ĮĄĪŻŽ┬ĮĄĄĮĄūĢrĪŻ┼÷ĄĮŽ┬Ž▐╬╗ķ_ĻP(gu©Īn)Ż¼Ž┬ĮĄļŖ┤┼ķy═©ļŖĪŻŽ┬ĮĄ═Żų╣Ż«═¼ĢrŖAŠoļŖ┤┼ķyöÓļŖŻ¼ÖCąĄ╩ųĘ┼╦╔ĪŻĘ┼╦╔║¾Ż¼╔Ž╔²ļŖ┤┼ķy═©ļŖŻ¼ÖCąĄ╩ų╔Ž╔²ĪŻ╔Ž╔²ĄĮĒöĢrŻ«┼÷ĄĮū¾Ž▐╬╗ķ_ĻP(gu©Īn)Ż¼ū¾ęŲļŖ┤┼ķyöÓļŖĪŻū¾ęŲ═Żų╣Ż«┤╦ĢrÖCąĄ╩ųĮø(j©®ng)▀^8▓Įäėū„═Ļ│╔ę╗éĆų▄Ų┌Ą─äėū„ĪŻ
ĪĪĪĪ▒Š╬─Ą─ÖCąĄ╩ų┐žųŲŽĄĮy(t©»ng)╦∙▓╔ė├Ą─┐╔ŠÄ│╠┐žųŲŲ„╩ŪĄ┬ć°╬„ķTūė╣½╦Š╔·«a(ch©Żn)Ą─s7-200CPU214įōÖCąĄ╩ų┐žųŲŽĄĮy(t©»ng)ĪŻę╗╣▓╩╣ė├┴╦14éĆ▌ö╚ļ┴┐ĪŻ6éĆ▌ö│÷┴┐ĪŻČ╦ūėĄžųĘĘų┼õ╚ń▒Ē1╦∙╩ŠĪŻ
3 ūįäė▓┘ū„│╠ą“įOėŗ
ĪĪĪĪÖCąĄ╩ųūįäė▓┘ū„┴„│╠╚ńłD1╦∙╩ŠĪŻ
4 ĮY(ji©”)šZ
ĪĪĪĪ┐╔ŠÄ│╠┐žųŲŲ„PLCęįŲõžSĖ╗Ą─I/OĮė┐┌─ŻēK║═Ė▀┐╔┐┐ąįĪŻį┌ÖCąĄ╩ų┐žųŲŽĄĮy(t©»ng)Ą─įOėŗųąŲĄĮ┴╦╩«Ęųųžę¬Ą─ū„ė├ĪŻĄ½į┌PLC┐žųŲĄ─▀^│╠ųąŻ¼▀ĆėąįSČÓå¢Ņ}ąĶę¬ĮŌøQŻ«▒Š╬─Š═įOėŗ▀^│╠ųąĄ─ÄūĒŚĻP(gu©Īn)µIå¢Ņ}╠ß│÷┴╦ūį╝║Ą─ę╗ą®┐┤Ę©Ż«Įø(j©®ng)īŹ█`ūC├„ĪŻ┐╔ęįėąą¦Ąž╠ßĖ▀ŽĄĮy(t©»ng)Ą─┐╣Ė╔ö_─▄┴”ĪŻī”PLCūxĪóīæŻ¼╩┬╝■Ēææ¬Ą╚═©ą┼Ģrķg┐╔▀MąąŠ½┤_┐žųŲŻ«╚ĪĄ├┴╦┴╝║├Ą─ą¦╣¹ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äšŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äšŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦Ņ}Ż║╬„ķTūėS7-200 PLCį┌ÖCąĄ╩ųųą┐žųŲĄ─æ¬ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/support/11121517121.html



▀xą═ųąą─")
¾w“×ųąą─")
«a(ch©Żn)ŲĘ┘Å┘I")
æ(zh©żn)┬į║Žū„")