ĪĪĪĪ┐╔ŠÄ│╠┐žųŲŲ„(PLC)ū„×ķę╗ĘNą┬ą═Ą─┐žųŲį¬╝■Ż¼Š▀ėąĮY(ji©”)śŗ(g©░u)║å(ji©Żn)å╬Īó═©ė├ąį║├Īó╣”─▄▌^═ĻéõĄ╚╠ž³c(di©Żn)Ż¼ė╚Ųõ┐╣Ė╔ö_─▄┴”ÅŖ(qi©óng)Ż¼┐╔ęį╠ßĖ▀ŽĄĮy(t©»ng)Ą─┐╔┐┐ąį║═ĘĆ(w©¦n)Č©ąįŻ¼╠ßĖ▀║ĖĮėą¦┬╩Ż¼╦∙ęį╠žäe▀mė├ė┌╣żśI(y©©)┐žųŲŻ¼ęč▒╗ÅVĘ║æ¬(y©®ng)ė├ė┌Ė„ĘNūįäė(d©░ng)┐žųŲŽĄĮy(t©»ng)ųąĪŻ
ĪĪĪĪ▄ćś“╩ŪŲ¹▄ćĄ─ĻP(gu©Īn)µI▓┐╝■ų«ę╗Ż¼╩▄┴”Å═(f©┤)ļsĪŻ╦³▓╗Ą½│ąųž║═é„┴”Ż¼▀Ć│ą╩▄Š▐┤¾Ą─äė(d©░ng)▌d║╔║═ņo▌d║╔╦∙ą╬│╔Ą─ÅØŠž║═┼żŠžŻ¼×ķ┤╦ę¬Ū¾▄ćś“ėąūŃē“Ą─ÅŖ(qi©óng)Č╚ĪóäéČ╚║═ĒgąįĪŻį┌▄ćś“▒ŖČÓ║Ė┐pųąŻ¼ś“Üż┼c░ļ▌S╠ū╣▄Ą─Łh(hu©ón)┐p║ĖĮė╩ŪĻP(gu©Īn)µIĪŻ─┐Ū░ć°(gu©«)ā╚(n©©i)ĮėŅ^ą╬╩Į╩Ūīó░ļ▌S╠ū╣▄ę╗Č╦▄ćę╗éĆ(g©©)┼_(t©ói)ļAĪŻē║┼õĄĮęčŠ½╝ė╣ż║¾Ą─ś“Üżā╚(n©©i)Ż¼╚╗║¾į┌C02ÜŌ¾w▒Żūo(h©┤)īŻė├įO(sh©©)éõ╔Ž▀M(j©¼n)ąąūįäė(d©░ng)║ĖĮė[33ĪŻ╗∙ė┌ęį╔Ž╠ž³c(di©Żn)Ż¼▒Š╬─ęįĄ┬ć°(gu©«)╬„ķTūė╣½╦Š╔·«a(ch©Żn)Ą─S7—200ą═PLC×ķ║╦ą─ī”(du©¼)▄ćś“Łh(hu©ón)┐pūįäė(d©░ng)║ĖĮėįO(sh©©)éõ▀M(j©¼n)ąą┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)ĪŻ
ę╗ PLC┐žųŲŽĄĮy(t©»ng)
ĪĪĪĪ1Īó┐žųŲįŁ└Ē
ĪĪĪĪ▄ćś“Łh(hu©ón)║Ė┐pĄ─║ĖĮėįO(sh©©)éõų„ę¬ė╔║ĖÖC(j©®)Īó╦═ĮzÖC(j©®)śŗ(g©░u)Īó┐žųŲ╣±║═║Ėśī▀\(y©┤n)äė(d©░ng)ąąū▀ÖC(j©®)śŗ(g©░u)ĮM│╔ĪŻ║ĖÖC(j©®)╩ŪKNZę╗500ą═C02ÜŌ¾w▒Żūo(h©┤)ūįäė(d©░ng)║ĖÖC(j©®)ĪŻš¹éĆ(g©©)ŽĄĮy(t©»ng)×ķĄõą═Ą─ķ_(k©Īi)ĻP(gu©Īn)┴┐Ģr(sh©¬)ą“┐žųŲŽĄĮy(t©»ng)Ż¼═©▀^(gu©░)ī”(du©¼)Ė„┐žųŲ░┤Ōo║═║ĖĮėĀŅæB(t©żi)Ą─¼F(xi©żn)ł÷(ch©Żng)▌ö╚ļŻ¼░┤ššŅA(y©┤)Č©Ą─▀ē▌ŗ│╠ą“▀M(j©¼n)ąą▀\(y©┤n)╦ŃŻ¼▌ö│÷═Ļ│╔ī”(du©¼)ł╠(zh©¬)ąąį¬╝■┐žųŲĪŻŠC║Ž┐╝æ]┐žųŲ╣”─▄║═IŻ»0³c(di©Żn)öĄ(sh©┤)Ż¼┐žųŲŽĄĮy(t©»ng)▀xė├Ą┬ć°(gu©«)╬„ķTūė╣½╦Š╔·«a(ch©Żn)Ą─s7—200ą═┐╔ŠÄ│╠┐žųŲŲ„(PLC)×ķ║╦ą─Ą─ļŖÜŌ┐žųŲŽĄĮy(t©»ng)ĪŻ
ĪĪĪĪ2Īóūįäė(d©░ng)║ĖĮė▀^(gu©░)│╠
ĪĪĪĪĖ∙ō■(j©┤)▄ćś“Ą─║ĖĮė╣ż╦ćę¬Ū¾Ż¼×ķīŹ(sh©¬)¼F(xi©żn)║ĖĮėūįäė(d©░ng)╗»▀^(gu©░)│╠Ą─▓╔ė├┴╦╚ńłD1╦∙╩Š║ĖĮėĘĮ╩ĮŻ¼ų„ę¬ė╔ÜŌĖūĪóļŖÖC(j©®)Īóš{(di©żo)╦┘čbų├║═PLCĄ╚į¬Ų„╝■ĮM│╔Ą─ŽĄĮy(t©»ng)═Ļ│╔ĪŻķ_(k©Īi)╩╝║ĖĮė╔·«a(ch©Żn)Ģr(sh©¬)Ż¼╣ż╝■Įø(j©®ng)╚╦╣żĘ┼ų├į┌╣żū„┼_(t©ói)╔ŽŻ¼åóäė(d©░ng)ūįäė(d©░ng)║ĖĮė░┤ŌoŻ¼╔²ĮĄÜŌĖūĦäė(d©░ng)╣żū„┼_(t©ói)╔Ž╔²Ż¼Č©╬╗ŖAŠoŻ¼╣ż╝■╣╠Č©ĪŻÜŌĖū“ī(q©▒)äė(d©░ng)║ĖśīŽ┬ĮĄŻ¼ā╔░č║Ėśī═¼Ģr(sh©¬)ūįäė(d©░ng)╩®║ĖŻ¼┼c┤╦═¼Ģr(sh©¬)║Ėśīį┌ö[äė(d©░ng)ļŖÖC(j©®)═╣▌åū„ė├Ž┬čž║Ė┐pīÆČ╚ĘĮŽ“ū„ų▄Ų┌ąįÖMŽ“ö[äė(d©░ng)Ż¼ęį▒ŻūC║Ė┐p┘|(zh©¼)┴┐Ż╗║Ė║├║¾Ż¼Ž©╗ĪĪó║Ėśī═╦╗žŻ¼ŖAŠoÜŌĖūĘ┼╦╔Ż¼╣żū„┼_(t©ói)Ž┬ĮĄŻ¼Ę┼Ž┬╣ż╝■Ż¼ę╗éĆ(g©©)║ĖĮė裣h(hu©ón)═Ļ│╔ĪŻ║ĖĮė▓┘ū„▀^(gu©░)│╠ųąŻ¼ųĖ╩Š¤¶┐╔ųĖ╩Š│÷š²į┌╩®ąąĄ─▓┘ū„(PLCÖC(j©®)─ŻöMųĖ╩Š¤¶)ĪŻ╣ż╝■╚ńłD2╦∙╩ŠŻ¼«ö(d©Īng)ā╔Č╦═¼Ģr(sh©¬)▀M(j©¼n)ąąŁh(hu©ón)┐p║ĖĮėĢr(sh©¬)Ż¼╚¶ėąę╗Č╦│÷¼F(xi©żn)╣╩šŽĢr(sh©¬)Ż¼┴Ēę╗Č╦┐╔└^└m(x©┤)║ĖĮėĪŻė╔ė┌PLCŠ▀ėąžSĖ╗Ą─▄øį¬╝■(╚ńā╚(n©©i)▓┐ėŗ(j©¼)Ģr(sh©¬)Ų„Īóėŗ(j©¼)öĄ(sh©┤)Ų„Ż¼▌oų·└^ļŖŲ„Ą╚)Ż¼įO(sh©©)ėŗ(j©¼)┴╦ę╗▓┐Ęų│╠ą“įO(sh©©)ėŗ(j©¼)üĒ(l©ói)Ų┴▒╬▌ö╚ļį¬╝■Ą─š`ą┼╠¢(h©żo)Ż¼Ę└ų╣ę╗ą®╚╦×ķįņ│╔Ą─▌ö│÷į¬╝■Ą─š`äė(d©░ng)ū„ĪŻÅ─Č°▒ŻūC┴╦├┐ę╗Łh(hu©ón)╣Ø(ji©”)äė(d©░ng)ū„Ą─┐╔┐┐ąįĪŻ
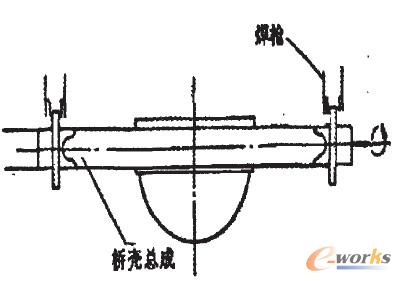
łD1║ĖĮė╩ŠęŌłD

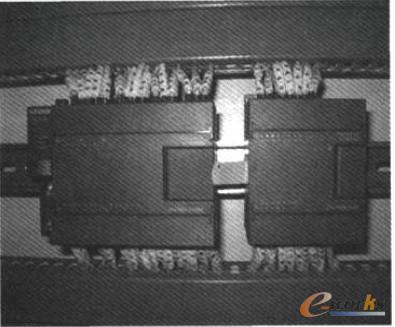
łD2╣ż╝■╩ŠęŌłD
ĪĪĪĪ3Īó┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
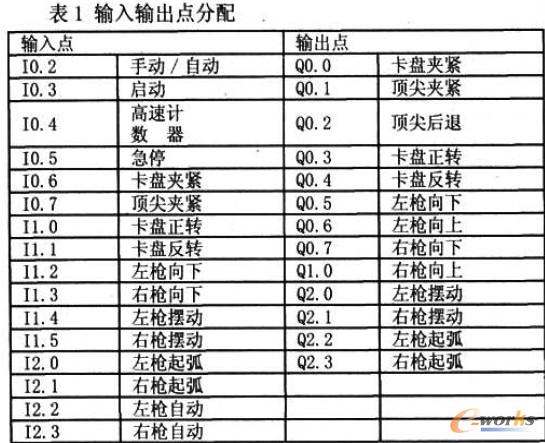
ĪĪĪĪ┐žųŲŽĄĮy(t©»ng)Ęų×ķūįäė(d©░ng)║═╩ųäė(d©░ng)ā╔▓┐ĘųŻ¼ūįäė(d©░ng)▓µĘųå╬ĪóĖęśīūįäė(d©░ng)Ż¼ęį╔ŽŁh(hu©ón)╣Ø(ji©”)┐╔Šū═©▀^(gu©░)ĶĆ│ūķ_(k©Īi)ĻP(gu©Īn)┐žųŲĪŻ▓óŪęį┌ŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)ųąįO(sh©©)ų├┴╦╝▒═Żķ_(k©Īi)ĻP(gu©Īn)Īóąą│╠▒Żūo(h©┤)Īó╗źµi▒Żūo(h©┤)Ą╚Łh(hu©ón)╣Ø(ji©”)Ż¼┤_▒Ż╣żū„Ą─░▓╚½ąįĪŻ▒ŠŽĄĮy(t©»ng)▀xė├CPll224ą═PLC(ęŖ(ji©żn)łD3)×ķ┐žųŲ║╦ą─Ż¼ėąĪŠ4éĆ(g©©)▌ö╚ļ³c(di©Żn)║═10éĆ(g©©)▌ö│÷³c(di©Żn)Ż¼æ¬(y©®ng)ė├ųąöU(ku©░)š╣┴╦éĆ(g©©)7▌ö╚ļĪó▌ö│÷³c(di©Żn)Ą─öU(ku©░)š╣─ŻēKĪŻPLCĖ„▌ö░╦▌ö│÷³c(di©Żn)Ęų┼õęŖ(ji©żn)▒Ē1ĪŻ
łD3 PLC╝░öU(ku©░)š╣─ŻēK╩ŠęŌłD
ĪĪĪĪ═©▀^(gu©░)ŠÄųŲPLCĄ─┐žųŲ│╠ą“┴„│╠žĶ(ęŖ(ji©żn)łD4)Ż«Å─Č°īŹ(sh©¬)¼F(xi©żn)ūįäė(d©░ng)║ĖĮėŻ¼║ĖĮė╣ż╦ć┴„│╠╚ńŽ┬Ż║═ą▒P╔Ž╔²ę╗ŖAŠoĄĮ╬╗ę╗║Ėśī┬õŽ┬Ż¼ūįäė(d©░ng)ę²╗Ī║ĖĮė═¼Ģr(sh©¬)║Ėśīö[äė(d©░ng)Ż¼╣ż╝■░┤įO(sh©©)Č©▐D(zhu©Żn)╦┘ą²▐D(zhu©Żn)ūįäė(d©░ng)╠Ņ╗Ī┐ė╩š╗Ī═Żų╣║ĖĮėę╗║Ėśī╔ŽŠ«ŖAŠo╦╔ķ_(k©Īi)ę╗═ą▒PŽ┬ĮĄąČŽ┬╣ż╝■Ż¼ š¹éĆ(g©©)║ĖĮė▀^(gu©░)│╠║ĖśīŽÓī”(du©¼)╣ż╝■╬╗ų├▓╗ūāŻ¼═¼Ģr(sh©¬)└¹ė├Ė„éĆ(g©©)▓╗═¼ĀŅæB(t©żi)Ą─╗źµiąįŻ¼┐žųŲ▓╗═¼ĀŅæB(t©żi)Ą─▀\(y©┤n)ąąĪŻ╩ųäė(d©░ng)š{(di©żo)š¹╝┤═©▀^(gu©░)╚╦╣ż▓┘ū„┐žųŲČ°░Ō═Ļ│╔║ĖśīĄ─╔ŽŽ┬ęŲäė(d©░ng)Īó╣ż╝■Ą─Č©╬╗║═║ĖĮėĄ─Ų═ŻŻ¼Ųõ╣żū„ą¦┬╩Ą═Ż¼╣żū„ÅŖ(qi©óng)Č╚┤¾Ż¼┐╔ė├ė┌╠ž╩ŌŪķørĄ─╝ė╣ż║═įO(sh©©)éõÖzą▐ĪŻ
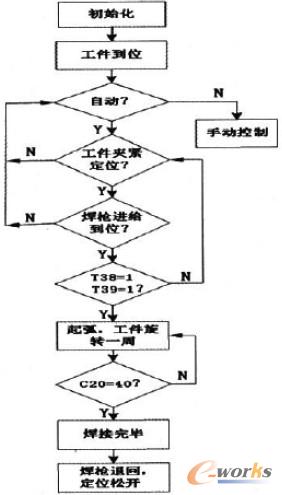
łD4ūįäė(d©░ng)│╠ą“┴„│╠łD
ĪĪĪĪś“Üż┼c░ļ▌S╠ū╣▄ėąī”(du©¼)ĘQĄ─ā╔éĆ(g©©)Łh(hu©ón)┐pŻ«ļpśī═¼Ģr(sh©¬)║ĖĮėŻ¼Ą½Ž³Ģr(sh©¬)ąĶå╬śī║ĖĮėŻ«╦∙ęįįO(sh©©)Ž╝┴╦ū¾Īóėę╝░ļpśī╚²ĘN─Ż╩ĮĪŻå╬ļpśīūįäė(d©░ng)║ĖĮėĄ─▀^(gu©░)│╠╩ŪŽÓ═¼Ą─Ż¼į┌│╠ą“įO(sh©©)ėŗ(j©¼)ųąŻ«īó╦³éāČ╝?x©¼)w×ķūė│╠ą“Ż¼ų„│╠ą“ł╠(zh©¬)ąąĄĮĢr(sh©¬)īóŲõš{(di©żo)╚ļĪŻŲõųąļpśīūįäė(d©░ng)│╠ą“Ż¼ā╔śī╗ź▓╗Ė╔ö_Ż¼ę╗śī│╠ą“│÷¼F(xi©żn)╣╩šŽ═Żų╣║ĖĮėŻ¼┴Ēę╗śī▓╗Ģ■(hu©¼)═╦│÷│╠ą“Ż¼╚įīó└^└m(x©┤)═Ļ│╔ėÓŽ┬äė(d©░ng)ū„ĪŻ
Č■Īó║ĖĮėĮY(ji©”)╣¹
ĪĪĪĪį┌C02ÜŌ¾w▒Żūo(h©┤)║Ė▀^(gu©░)│╠ųąŻ¼ėą┤¾┴┐ļŖĪó┤┼Īó╗Ī╣Ō║═Įī┘’w×RŻ«▀@ą®Č╝ėą┐╔─▄ī”(du©¼)PLCĄ─š²│Ż▀\(y©┤n)ąąįņ│╔ė░ĒæŻ«Ą½Įø(j©®ng)īŹ(sh©¬)█`▒Ē├„PLC▀\(y©┤n)ąą┴╝║├Ż¼ŽĄĮy(t©»ng)▀m║Žį┌▀@śėĄ─╣żørŚl╝■Ž┬▀\(y©┤n)ąąĪŻŽĄĮy(t©»ng)▀\(y©┤n)ąą▒Ē├„║ĖĮė▀^(gu©░)│╠ų╗ąĶ45sū¾ėęŻ¼Č°įŁüĒ(l©ói)ąĶ1minū¾ėęŻ¼╔·«a(ch©Żn)ą¦┬╩├„’@╠ßĖ▀Ż¼═¼Ģr(sh©¬)║ĖÖC(j©®)Ą─ĘĆ(w©¦n)Č©ąįėąĖ∙╠½╠ßĖ▀Ż¼┤ŅĮė¼F(xi©żn)Ž¾
ĪĪĪĪ┐╔═©▀^(gu©░)PLCā╚(n©©i)▓┐Ą─ėŗ(j©¼)öĄ(sh©┤)Ų„ėąą¦┐žųŲŻ¼║Ė┐p┘|(zh©¼)┴┐║▄║├ĪŻłD5╩Ū║ĖÖC(j©®)Ė─▀M(j©¼n)║¾Ż¼║Ė┐p╩ŠęŌłDŻ¼Įø(j©®ng)Öz“×(y©żn)┤╦║Ė┐p£p╔┘┴╦║ĖĮėæ¬(y©®ng)┴”╝░ūāą╬Ż¼║ĖĮė╝■Ą─╝╝ąg(sh©┤)┼_(t©ói)└ĒŻ¼║ĖĮėĮėŅ^ą╬╩ĮĪó╬╗ų├║═│▀┤ńČ╝─▄ØMūŃ║ĖĮė┘|(zh©¼)┴┐ę¬Ū¾ĪŻ

łD5 ║Ė┐p╩ŠęŌłD
ĮY(ji©”)šō
ĪĪĪĪ1ĪóPLCĄ─ŠÄ│╠ĘĮ▒ŃĪóų▒ė^Ż¼╚▌ęūšŲ╬šŻ¼ šŲ╬š║¾ŲõŠÄ│╠ĘĮĘ©ę▓╩Ūņ`įÆĪó┐╔ūāĪóČÓĘNČÓśėĄ─Ż«┐╔ęį╩╣┐žųŲŽĄĮy(t©»ng)╣”─▄Ė³ÅŖ(qi©óng)Ż¼Ė³Š▀“ųŪ─▄”╠ž╔½ĪŻÅ─Č°▀M(j©¼n)ę╗▓Į╠ßĖ▀š¹╠ū║ĖĮėįO(sh©©)éõĄ─š¹¾wąį─▄
ĪĪĪĪ2Īó▓╔ė├PLC┐žųŲŻ¼Ųõ╣”─▄ÅŖ(qi©óng)Īó┐╣Ė╔ö_ąįÅŖ(qi©óng)Īó▀\(y©┤n)ąą┐╔┐┐ąįĖ▀Īó▓┘ū„š{(di©żo)įć║å(ji©Żn)▒ŃŻ«┐╔ęį▀mė├ė┌▓╗═¼ŽĄ┴ą«a(ch©Żn)ŲĘūįäė(d©░ng)║┤ąĶŪ¾Ż╗
ĪĪĪĪ3Īóįō║ĖÖC(j©®)ūįäė(d©░ng)╗»│╠Č╚Ė▀Ż¼Å─čbŖA╣ż╝■ĪóļpČ╦ūįäė(d©░ng)║ĖĄĮ╣ż╝■ĘŁ▐D(zhu©Żn)ĪóŽó╗ĪĄ╚ę╗ŽĄ┴ą╣żą“ūįäė(d©░ng)īŹ(sh©¬)¼F(xi©żn)Ż¼ĮĄĄ═┴╦╣ż╚╦ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚Īó╠ßĖ▀╣ż╝■┘|(zh©¼)┴┐║═╔·«a(ch©Żn)ą¦┬╩ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║PLCį┌Ų¹▄ć▄ćś“Łh(hu©ón)┐pūįäė(d©░ng)║ĖĮėįO(sh©©)éõųąĄ─æ¬(y©®ng)ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/support/1112159743.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")