0 ę²čį
─ŻŠ▀│╔ą═╩Ū¤²ĮY(ji©”)╩ĮPDCŃ@Ņ^ųŲįņųąĄ─ę╗éĆ(g©©)ųžę¬Łh(hu©ón)╣Ø(ji©”)Ż¼ę▓╩Ū£╩(zh©│n)┤_īŹ(sh©¬)╩®Ń@Ņ^įO(sh©©)ėŗ(j©¼)Ą─ĻP(gu©Īn)µIŻ¼─ŻŠ▀│╔ą═Š½Č╚╝░┘|(zh©¼)┴┐ų▒Įėė░Ēæ│╔ŲĘPDCŃ@Ņ^Ą─ąį─▄ĪŻį┌PDCŃ@Ņ^ą┬«a(ch©Żn)ŲĘķ_(k©Īi)░l(f©Ī)▀^(gu©░)│╠ųąŻ¼ąĶę¬Ę┤Å═(f©┤)ą▐Ė─“×(y©żn)ūCŃ@Ņ^Ė„įO(sh©©)ėŗ(j©¼)ģóöĄ(sh©┤)Ż¼Č°─ŻŠ▀ČÓ┤╬│╔ą═Ą─Ģr(sh©¬)ķgų▒Įėė░Ēæą┬«a(ch©Żn)ŲĘĄ─ķ_(k©Īi)░l(f©Ī)ų▄Ų┌ĪŻ
×ķ┐sČ╠¤²ĮY(ji©”)╩ĮPDCŃ@Ņ^ķ_(k©Īi)░l(f©Ī)ų▄Ų┌Ż¼ķ_(k©Īi)░l(f©Ī)┴╦▄ø─Ż│╔ą═╣ż╦ćŻ¼▓ó│╔╣”æ¬(y©®ng)ė├ė┌¤²ĮY(ji©”)╩ĮPDCŃ@Ņ^─ŻŠ▀│╔ą═ųąŻ¼ĮĄĄ═┴╦Ń@Ņ^Ą─ķ_(k©Īi)░l(f©Ī)ų▄Ų┌Ż¼▓óĮĄĄ═┴╦ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚ĪŻįō╣ż╦ćųą╗∙ĄA(ch©│)─ŻŠ▀│╔ą═╩ŪĻP(gu©Īn)µI╝╝ąg(sh©┤)Ż¼╩ŪøQČ©│╔ŲĘŃ@Ņ^Ą─═Ōą╬│▀┤ńŠ½Č╚║═čą░l(f©Ī)ų▄Ų┌Ą─ųžę¬ę“╦žĪŻ
×ķĮŌøQ╗∙ĄA(ch©│)─ŻŠ▀│╔ą═└¦ļyŻ¼Š½Č╚ę¬Ū¾Ė▀Ą─ļyŅ}Ż¼ę╗ų▒į┌īżŪ¾ėąą¦ĄžĮŌøQ▐kĘ©ĪŻ─┐Ū░Ż¼│Żė├Ą─╗∙ĄA(ch©│)─Ż│╔ą═╣ż╦ćų„ę¬ėą2ĘNŻ║ó┘é„Įy(t©»ng)Ą─ÖC(j©®)ąĄ╝ė╣ż┼c╩ų╣żŽÓĮY(ji©”)║ŽŻ╗ó┌öĄ(sh©┤)┐ž╝ė╣żĪŻé„Įy(t©»ng)ÖC(j©®)ąĄ╝ė╣ż╩Ū▓╔ė├ŃŖ²XĪóą▐ča(b©│)ĪóĮM║ŽĄ╚ĘĮĘ©▀M(j©¼n)ąą─ŻŠ▀╝ė╣żŻ¼╝ė╣ż▀^(gu©░)│╠╣ż╚╦╩ų╣ż▓┘ū„┴┐┤¾Ż¼Š½Č╚┼cą¦┬╩╩▄Ž▐ė┌╣ż╚╦╝╝ąg(sh©┤)╦«ŲĮ┼c╩ņŠÜ│╠Č╚Ż¼ļyęįØMūŃ▓╝²Xę¬Ū¾įĮüĒ(l©ói)įĮĖ▀Ą─PDCŃ@Ņ^įO(sh©©)ėŗ(j©¼)ĪŻöĄ(sh©┤)┐ž╝ė╣żļm╚╗─▄ē“ØMūŃ─ŻŠ▀Š½Č╚ę¬Ū¾Ż¼Ą½╩Ūį┌Å═(f©┤)ļsŪ·├µ─ŻŠ▀╝ė╣żŻ¼ė╚Ųõ╩Ū╔Ņą═Ū╗╝ė╣ż▀^(gu©░)│╠ųąąĶę¬Ęų─ŻŻ¼å╬éĆ(g©©)╝ė╣ż▓óĮM║ŽŻ¼ī”(du©¼)ŠÄ│╠╚╦åTĄ─╝╝ąg(sh©┤)╦«ŲĮėą▌^Ė▀ę¬Ū¾Ż¼ė╔ė┌╩ŪĮM║Ž─ŻŠ▀Ż¼Š½Č╚ę▓╩▄ĄĮę╗Č©Ą─ė░ĒæŻ¼Ūę╝ė╣ż│╔▒Š▌^Ė▀ĪŻ×ķĮŌøQ▀@ę╗ļyŅ}Ż¼▒Š╬─īó3D┤“ėĪ╝╝ąg(sh©┤)ę²╚ļŃ@Ņ^─ŻŠ▀ųŲįņŅI(l©½ng)ė“Ż¼▓ó▀M(j©¼n)ąąįć“×(y©żn)蹊┐Ż¼╚ĪĄ├┴╦▌^║├ą¦╣¹ĪŻ
1 3D┤“ėĪ╝╝ąg(sh©┤)įŁ└Ē
3D┤“ėĪ╝╝ąg(sh©┤)ĪŻ╝┤į÷▓─ųŲįņ╝╝ąg(sh©┤)Ż¼╩ŪĖ∙ō■(j©┤)╚²ŠSėŗ(j©¼)╦ŃÖC(j©®)öĄ(sh©┤)ūų─Żą═Ż¼▓╔ė├ųīėČčĘeĄ─ĘĮĘ©│╔ą═┴Ń╝■Ż¼▀m║Žė┌éĆ(g©©)ąį╗»ĪóąĪ┼·┴┐Īóą╬ĀŅÅ═(f©┤)ļsĪóųą┐šĄ╚┴Ń▓┐╝■ųŲįņĪŻįō╝╝ąg(sh©┤)─▄į┌ÄūąĪĢr(sh©¬)╗“Äū╩«ąĪĢr(sh©¬)ā╚(n©©i)ų▒ĮėÅ─CAD╚²ŠSīŹ(sh©¬)¾w─Żą═ųŲū„│÷įŁą═Ż¼┼cłD╝ł║═ėŗ(j©¼)╦ŃÖC(j©®)Ų┴─╗╠ß╣®Ą─ą┼ŽóŽÓ▒╚Ż¼┐ņ╦┘│╔ą═╠ß╣®┴╦ę╗éĆ(g©©)ą┼ŽóĖ³žSĖ╗ĪóĖ³ų▒ė^Ą─īŹ(sh©¬)¾wĪŻ
(1)3D┤“ėĪ╝╝ąg(sh©┤)ā×(y©Łu)³c(di©Żn)
┼cé„Įy(t©»ng)ÖC(j©®)ąĄ╝ė╣żĘĮĘ©ŽÓ▒╚Ż¼3D┤“ėĪ╝╝ąg(sh©┤)Š▀ėą╚ńŽ┬ā×(y©Łu)³c(di©Żn)Ż║
ó┘╝ė╣żų▄Ų┌Č╠ 3D┤“ėĪ╝╝ąg(sh©┤)ė╔CAD─Żą═ų▒Įė“ī(q©▒)äė(d©░ng)┤“ėĪįO(sh©©)éõ▀M(j©¼n)ąą╝ė╣żŻ¼─▄ē“┐ņ╦┘═Ļ│╔╚╬ęŌÅ═(f©┤)ļsą╬ĀŅĄ─╚²ŠSīŹ(sh©¬)¾w┴Ń╝■Ż¼╠žäe╩Ūį┌«a(ch©Żn)ŲĘķ_(k©Īi)░l(f©Ī)ļAČ╬Ż¼└¹ė├┐ņ╦┘│╔ą╬╝╝ąg(sh©┤)╚½├µ┐╝æ]Ė„ĘNę“╦žŻ¼┴”ĀÄ(zh©źng)ķ_(k©Īi)░l(f©Ī)─▄ē“ę╗┤╬½@Ą├│╔╣”Ż¼Å─Č°┐sČ╠ķ_(k©Īi)░l(f©Ī)ų▄Ų┌Ż¼╠ßĖ▀«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼ĮĄĄ═│╔▒ŠŻ¼▒▄├Ō═Č┘Y’L(f©źng)ļU(xi©Żn)Ż╗
ó┌╝ė╣żŠ½Č╚Ė▀ 3D┤“ėĪ╝╝ąg(sh©┤)╝ė╣żŠ½Č╚┼c▓─┴ŽŅw┴Ż┤¾ąĪęį╝░Ęųīė║±Č╚ŽÓĻP(gu©Īn)ĪŻ─┐Ū░┤“ėĪ▓─┴ŽĄ─┴ŻÅĮęčĮø(j©®ng)─▄ē“═Ļ╚½ØMūŃŃ@Ņ^─ŻŠ▀Š½Č╚ę¬Ū¾Ż¼ų╗ę¬į┌╝ė╣ż▀^(gu©░)│╠ųą£pąĪĘųīė║±Č╚Ż¼┐╔ØMūŃŠ½Č╚ę¬Ū¾Ż¼Ūę─┐Ū░┤¾▓┐ĘųÅS╝ę╣żśI(y©©)╝ē(j©¬)įO(sh©©)éõ│╔ą═Š½Č╚Š∙┐╔▀_(d©ó)ĄĮ±0.1mmŻ╗
ó█3D┤“ėĪ«a(ch©Żn)ŲĘ─▄ØMūŃŃ@Ņ^╗∙ĄA(ch©│)─ŻŠ▀ę¬Ū¾ ─┐Ū░3D┤“ėĪ▓─┴Ž═©│Ż▓╔ė├śõ(sh©┤)ų¼Īó─ß²łĄ╚▀M(j©¼n)ąą╝ż╣Ōšš╔õ¤²ĮY(ji©”)Ż¼─▄ē“ØMūŃ╗∙ĄA(ch©│)─ŻŠ▀ī”(du©¼)ĘĆ(w©¦n)Č©ąį║═ÅŖ(qi©óng)Č╚Ą─ę¬Ū¾ĪŻ
(2)3D┤“ėĪ╝╝ąg(sh©┤)ĘųŅÉ┼cā×(y©Łu)▀x
┐ņ╦┘│╔ą═╝╝ąg(sh©┤)ėą10ėÓĘNŻ¼├┐ę╗ĘNĄ─Š▀¾wįŁ└ĒČ╝▓╗ę╗śėŻ¼Ą½╩Ūų„ę¬Č╝╩ŪĖ∙ō■(j©┤)ļŖ─XöĄ(sh©┤)ō■(j©┤)ųŲįņ│÷ę╗īė?x©┤n)|╬„Ż¼╚╗║¾į┌▀@īė?x©┤n)|╬„╔Ž├µį┘ųŲįņę╗īė?x©┤n)|╬„Ż¼╚ń┤╦ŅÉ═ŲŻ¼ų▒ų┴ųŲįņ│÷š¹éĆ(g©©)┴ó¾w─Żą═ĪŻĖ∙ō■(j©┤)┐ņ╦┘│╔ą═╝╝ąg(sh©┤)╦∙▓╔ė├Ą─įŁ▓─┴Ž║═╣ż╦ćĄ─▓╗═¼Ż¼ūŅ│ŻęŖ(ji©żn)Ą─įŁ└ĒėąLOMĪóSLSĪóFDMĪóSLAĪóSLM║═3DPĪŻ
ū„×ķ│╔ŲĘŃ@Ņ^ūŅŪ░Č╦Ą─╗∙ĄA(ch©│)─ŻŠ▀Ż¼ę¬Ū¾ŲõŠ½Č╚Ė▀Ż¼▀^(gu©░)Č╚┴„Ģ│Ż¼═Ō▒Ē╣Ō╗¼Ż¼│Ż£žŽ┬▓╗ūāą╬Ż¼▒Ż┤µĢr(sh©¬)ķgķL(zh©Żng)Ż¼│╔ą═╦┘Č╚┐ņĪŻ▀xō±3D┤“ėĪįO(sh©©)éõ╝░Ųõ║─▓─æ¬(y©®ng)│õĘų┐╝æ]▀@ą®ę¬Ū¾ĪŻ
─┐Ū░SLA╝╝ąg(sh©┤)ų„ę¬ė├ė┌ųŲįņČÓĘN─ŻŠ▀Īó─Żą═Ą╚Ż╗▀Ć┐╔ęįį┌įŁ┴Žųą═©▀^(gu©░)╝ė╚ļŲõ╦³│╔ĘųŻ¼ė├SLAįŁą═─Ż┤·╠µ╚█─ŻŠ½├▄ĶTįņųąĄ─Ž×?z©Īi)ŻĪŻSLA╝╝ąg(sh©┤)│╔ą╬╦┘Č╚▌^┐ņŻ¼Š½Č╚▌^Ė▀ĪŻŲõ╣żū„įŁ└Ē╚ńłD1╦∙╩ŠŻ¼įō╝╝ąg(sh©┤)Ė³─▄▀m║ŽŃ@Ņ^─ŻŠ▀│╔ą═╝ė╣żĪŻ
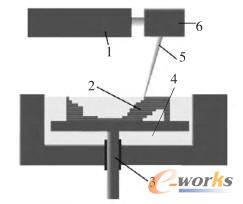
łD1 SLA╝╝ąg(sh©┤)╣żū„įŁ└ĒłD
1.╝ż╣ŌŲ„2.╣╠╗»Ą─śõ(sh©┤)ų¼īė3.╔²ĮĄŲĮ┼_(t©ói)4.╝żæB(t©żi)śõ(sh©┤)ų¼5.╝ż╣Ō╩°6.Æ▀├ĶŽĄĮy(t©»ng)
2 Ń@Ņ^─ŻŠ▀ųŲįņ
(1)─ŻŠ▀╝ė╣ż
▓╔ė├3D┤“ėĪ╝╝ąg(sh©┤)ųŲįņŃ@Ņ^╗∙ĄA(ch©│)─ŻŠ▀Ż¼─ŻŠ▀Ą─┤“ėĪ╣ż╦ć┴„│╠╚ńłD2╦∙╩ŠĪŻ
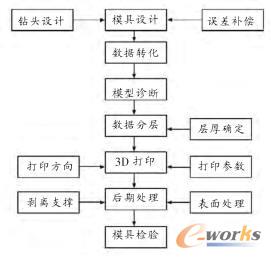
łD2 ─ŻŠ▀Ą─┤“ėĪ╣ż╦ć┴„│╠
ó┘─Żą═įO(sh©©)ėŗ(j©¼) ╩ūŽ╚└¹ė├NX▄ø╝■įO(sh©©)ėŗ(j©¼)─ŻŠ▀╚²ŠS─Żą═Ż╗
ó┌öĄ(sh©┤)ō■(j©┤)▐D(zhu©Żn)╗» įO(sh©©)ėŗ(j©¼)Ą─╚²ŠS─Żą═ĒÜ└¹ė├NX▄ø╝■▀M(j©¼n)ąąĖ±╩Į▐D(zhu©Żn)ōQŻ¼īóŲõ▐D(zhu©Żn)ōQ×ķ┐ņ╦┘│╔ą═įO(sh©©)éõ─▄ūR(sh©¬)äeĄ─STLöĄ(sh©┤)ō■(j©┤)Ė±╩ĮŻ╗
ó█─Żą═į\öÓ ×ķ┤_▒Ż╚²ŠS─Żą═│╔╣”┤“ėĪŻ¼▌ö╚ļ3D┤“ėĪÖC(j©®)ų«Ū░Ż¼ĒÜ▓╔ė├īŻė├▄ø╝■▀M(j©¼n)ąą─Żą═į\öÓŻ¼┤_▒Ż¤o(w©▓)š`║¾Ż¼ĘĮ┐╔▌ö╚ļ┤“ėĪÖC(j©®)Ż╗
ó▄Ęųīė╠Ä└Ē ┤“ėĪįO(sh©©)éõī”(du©¼)─Żą═öĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąĘųīė╠Ä└ĒŻ¼īė║±┼cŠ½Č╚├▄ŪąŽÓĻP(gu©Īn)Ż¼īė║±įĮąĪŻ¼Š½Č╚įĮĖ▀Ż¼ą¦┬╩įĮĄ═ĪŻ×ķ╝µŅÖŠ½Č╚║═ą¦┬╩Ż¼▒Š╬─φ113╠ź¾w╩Į╗ĪĮŪŃ@Ņ^─ŻŠ▀Ą─īė║±įO(sh©©)ėŗ(j©¼)×ķ0.1mmŻ╗
ó▌įO(sh©©)ų├┤“ėĪ╣ż╦ćģóöĄ(sh©┤) ┤“ėĪ╣ż╦ćģóöĄ(sh©┤)┼cįO(sh©©)éõąį─▄Ż¼▓─┴ŽŅÉą═Ż¼─ŻŠ▀Š½Č╚ę¬Ū¾Ą╚├▄ŪąŽÓĻP(gu©Īn)ĪŻ╩Ū═©▀^(gu©░)īŹ(sh©¬)“×(y©żn)蹊┐┐éĮY(ji©”)│÷üĒ(l©ói)Ą─ę╗ĮMĮø(j©®ng)“×(y©żn)ųĄŻ╗
ó▐─ŻŠ▀┤“ėĪ ┤“ėĪģóöĄ(sh©┤)įO(sh©©)ų├║├║¾Š═┐╔ęį▀M(j©¼n)ąą┤“ėĪŻ¼¤o(w©▓)╚╦ųĄ╩žŻ¼įō─ŻŠ▀6hā╚(n©©i)═Ļ│╔┤“ėĪū„śI(y©©)ĪŻ┤“ėĪ║├Ą──ŻŠ▀▀ĆąĶę¬▀M(j©¼n)ąą║¾Ų┌╠Ä└Ē║═Öz“×(y©żn)Ż╗
ó▀║¾Ų┌╠Ä└Ē ║¾╠Ä└Ē╣żą“ų„ę¬╩Ū╠ßĖ▀─ŻŠ▀▒Š┘|(zh©¼)ÅŖ(qi©óng)Č╚Īó├└╗»═Ōė^Īóī”(du©¼)įŁą═╝■╚▒╩¦▀M(j©¼n)ąąą▐ča(b©│)║═ą▐Å═(f©┤)Ż¼╠ßĖ▀▒Ē├µ┘|(zh©¼)┴┐ĪŻ
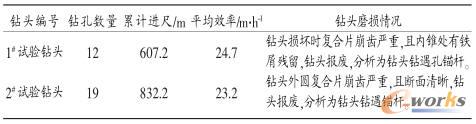
▒Š╬─ęįφ113¤²ĮY(ji©”)╩ĮPDC╗ĪĮŪŃ@Ņ^×ķ└²Ż¼3D╝╝ąg(sh©┤)┤“ėĪĄ─Ń@Ņ^─ŻŠ▀╚ńłD3╦∙╩ŠĪŻ

łD3 3D┤“ėĪŃ@Ņ^╗∙ĄA(ch©│)─ŻŠ▀
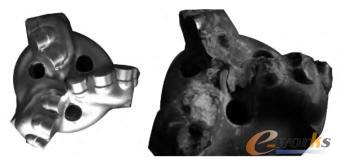
(2)─ŻŠ▀Öz£y(c©©)
ė╔ė┌╗ĪĮŪŃ@Ņ^Ė„ŪąŽ„²X┐šķg╬╗ų├ė╔ųąą─ŠÓĪóŪąŽ„ĮŪĪóé╚(c©©)▐D(zhu©Żn)ĮŪęį╝░ų▄Ž“ĮŪĄ╚ģóöĄ(sh©┤)ĮM│╔ĪŻŪęŃ@Ņ^╣┌▓┐ą╬ĀŅ▓╗ęÄ(gu©®)ätŻ¼Ū·├µą╬ĀŅÅ═(f©┤)ļsŻ¼▓╔ė├│ŻęÄ(gu©®)ĘĮĘ©ļyęį▀M(j©¼n)ąąÖz£y(c©©)Ż¼▒Š╬─╩╣ė├┴╦HandyScan╩ų│ų╩Į╝ż╣Ō╚²ŠSÆ▀├Ķāxī”(du©¼)3D┤“ėĪ─ŻŠ▀Ż©ęŖ(ji©żn)łD3Ż®▀M(j©¼n)ąą┴╦Æ▀├ĶŻ¼╔·│╔Ą─╚²ŠSłDŽ±╚ńłD4╦∙╩ŠŻ¼═©▀^(gu©░)┼c╚²ŠS─Żą═ī”(du©¼)▒╚Ż¼3D┤“ėĪĄ──ŻŠ▀┼cįO(sh©©)ėŗ(j©¼)─Żą═╗∙▒Š╬Ū║ŽĪŻ▒Š┤╬┤“ėĪĄ─φ113¤²ĮY(ji©”)╩ĮPDC╗ĪĮŪŃ@Ņ^─ŻŠ▀Š▀ėą▌^Ė▀Ą─│▀┤ńŠ½Č╚Ż¼┤“ėĪ─Żą═┼cįO(sh©©)ėŗ(j©¼)─Żą═│▀┤ńš`▓Ņ≤0.1mmĪŻ

łD4 ╚²ŠSÆ▀├Ķ╔·│╔─Żą═
3 Ń@Ņ^įćųŲ┼cę░═ŌīŹ(sh©¬)“×(y©żn)
▓╔ė├3D┤“ėĪ╝╝ąg(sh©┤)ųŲįņ┴╦φ113¤²ĮY(ji©”)╩ĮPDC╗ĪĮŪŃ@Ņ^╗∙ĄA(ch©│)─ŻŠ▀Ż¼░┤šš▄ø─Ż│╔ą═╣ż╦ćįćųŲ┴╦2ų╗Ń@Ņ^Ż¼▓óį┌╗┤─ŽŅÖś“├║ĄV▀M(j©¼n)ąąŃ@▀M(j©¼n)įć“×(y©żn)ĪŻ
(1)Ń@ł÷(ch©Żng)┼cįO(sh©©)éõŪķør
įć“×(y©żn)Ąž³c(di©Żn)×ķŅÖś“ĄVŃ@ÖC(j©®)╣żģ^(q©▒)1125 (1)▀\(y©┤n)ĒśĄū│ķŽ’Ż¼Ń@┐ū×ķ┤®īė┐ūŻ¼┤®īė▀^(gu©░)│╠ųąėąā╔Č╬ė▓┘|(zh©¼)Ę█╔░ÄrĪŻ¼F(xi©żn)ł÷(ch©Żng)▓╔ė├Ń@ÖC(j©®)×ķZDY3200SĘų¾w╩Įę║ē║Ń@ÖC(j©®)Ż¼╩╣ė├Ń@ŚU×ķφ73/63.5Ė▀┐╣┼żįć“×(y©żn)Ń@ŚUĪŻ
(2)Ń@Ņ^╩╣ė├Ūķør
įć“×(y©żn)Ń@Ņ^Ą─▀M(j©¼n)│▀Ūķør╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 įć“×(y©żn)Ń@Ņ^╩╣ė├Įy(t©»ng)ėŗ(j©¼)
╣żģ^(q©▒)¼F(xi©żn)ė├Ųš═©╚²ęĒā╚(n©©i)░╝Ń@Ņ^å╬ų╗ŲĮŠ∙ē█├³╝s×ķ150mū¾ėęŻ¼▀M(j©¼n)│▀ą¦┬╩18Ī½20m/hŻ╗įć“×(y©żn)ė├ą┬«a(ch©Żn)ŲĘŃ@Ņ^╩╣ė├2ų╗Ż¼┐é▀M(j©¼n)│▀Ęųäe×ķ607.2m║═832.2mŻ¼ŲĮŠ∙ą¦┬╩×ķ24m/hĪŻ¼F(xi©żn)ł÷(ch©Żng)įć“×(y©żn)öĄ(sh©┤)ō■(j©┤)▒Ē├„įć“×(y©żn)Ń@Ņ^Ą─╩╣ė├ē█├³┼c¼F(xi©żn)ėą╚²ęĒā╚(n©©i)░╝Ń@Ņ^ŽÓ▒╚ėą┴╦┤¾Ę∙Č╚Ą─╠ßĖ▀ĪŻłD5ĪółD6×ķ2ų╗įć“×(y©żn)Ń@Ņ^╩╣ė├Ū░╩╣ė├║¾Ą─ī”(du©¼)▒╚łDĪŻ
łD5 1*Ń@Ņ^╩╣ė├Ū░║¾ššŲ¼

łD6 2*Ń@Ņ^╩╣ė├Ū░║¾ššŲ¼
4 ĮY(ji©”)šZ(y©│)
└¹ė├3D┤“ėĪ╝╝ąg(sh©┤)┐╔ęįųŲū„╚╬ęŌÅ═(f©┤)ļsŪ·├µą╬ĀŅĄ──ŻŠ▀Ż¼īóįō╝╝ąg(sh©┤)ę²╚ļŃ@Ņ^─ŻŠ▀ųŲįņŻ¼┼õ║Ž¼F(xi©żn)ėą▄ø─Ż│╔ą═╣ż╦ćŻ¼╝ė╣żŃ@Ņ^╗∙ĄA(ch©│)─ŻŠ▀ė├ė┌Ń@Ņ^ųŲįņŻ¼Ė─▀M(j©¼n)┴╦é„Įy(t©»ng)─ŻŠ▀╝ė╣ż╣ż╦ćŻ¼īŹ(sh©¬)¼F(xi©żn)┴╦Å═(f©┤)ļsĮY(ji©”)śŗ(g©░u)╝░┤Į├µą╬ĀŅĄ─PDCŃ@Ņ^Ė▀ą¦čą░l(f©Ī)ĪŻ┼c─┐Ū░│Żė├Ą─╗∙ĄA(ch©│)─Ż│╔ą═╝╝ąg(sh©┤)ŽÓ▒╚Ż¼┐╔Ą├│÷╚ńŽ┬ĮY(ji©”)šōŻ║
(1)║å(ji©Żn)╗»╝ė╣ż╣żą“Ż¼┐╔ų▒Įėė╔CAD─Żą═“ī(q©▒)äė(d©░ng)įO(sh©©)éõ┤“ėĪŻ¼¤o(w©▓)ąĶŃŖŽ„▓┘ū„Ż¼┐╔ĮĄĄ═╣żĢr(sh©¬)Ż¼╠ßĖ▀ą¦┬╩Ż╗─▄ē“æ¬(y©®ng)ė├ė┌ĮY(ji©”)śŗ(g©░u)Å═(f©┤)ļsĄ─Ń@Ņ^Ż¼Ūę¤o(w©▓)ąĶĘų─ŻŠÄ│╠Ż¼ī”(du©¼)╝╝ąg(sh©┤)╚╦åT¤o(w©▓)╠ž╩Ō╝╝─▄ę¬Ū¾Ż¼┐sČ╠ą┬«a(ch©Żn)ŲĘķ_(k©Īi)░l(f©Ī)ų▄Ų┌Ż¼╠ßĖ▀╣żū„ą¦┬╩Ż╗
(2)įć“×(y©żn)ūC├„Ż¼3D┤“ėĪ╝╝ąg(sh©┤)ųŲū„Ą─╗∙ĄA(ch©│)─ŻŠ▀─▄ē“į┌Š½Č╚ĪóÅŖ(qi©óng)Č╚ęį╝░▒Ē├µ╣ŌØŹČ╚Ą╚ĘĮ├µØMūŃŃ@Ņ^įO(sh©©)ėŗ(j©¼)ę¬Ū¾Ż¼ŪęŠ½Č╚Ė▀ė┌Ųš═©╣ż╦ć╝ė╣żĄ──ŻŠ▀Ż╗
(3)╗∙ė┌3D┤“ėĪ╝╝ąg(sh©┤)ųŲū„Ą─PDCŃ@Ņ^į┌¼F(xi©żn)ł÷(ch©Żng)ę░═Ōįć“×(y©żn)ųąŻ¼╚ĪĄ├┴╦▌^ķL(zh©Żng)Ą─╩╣ė├ē█├³┼c▌^Ė▀Ą─Ń@▀M(j©¼n)ą¦┬╩ĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.nttd-wave.com.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║3D┤“ėĪ╝╝ąg(sh©┤)į┌PDCŃ@Ņ^─ŻŠ▀│╔ą═ųąĄ─æ¬(y©®ng)ė├
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.nttd-wave.com.cn/html/support/11121518995.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")